关键词真空钎焊炉检漏
摘要介绍了真空钎焊炉的应用领域及真空热处理妒的现状和发展方向,总结了真空钎焊炉的特点,根据放置原理提出了判断真空钎焊炉真空系统漏气分析模式,从而为准确迅速解决真空度问题提供了有效依据。
前言
真空钎焊技术发展到今天不过刚刚走过几十年的历史,但由于真空处理技术具有传统工艺无法比拟的优越性,自诞生以来,得到了迅猛的发展。目前,真空技术已广泛用于航空航天、机械电子、有色金属、稀土永磁、工艺饰品,医药制药等各行各业。随着科学技术的进步真空处理水平的不断完善与发展,真空处理将成为2l世纪最具潜力技术之一。
1 真空钎焊炉及其应用特点
真空钎焊炉是真空设备中最主要的炉型之一。真空钎焊炉已成功地在钢铁、有色金属、复合材料、非金属材料等热工工艺中担负起越来越重要的角色,真空设备制造技术现在已更加先进及具有灵活性的配置方式,可以适应不论是工艺还是产品的更复杂和更个性化的要求。据不全统计,我国目前仅真空热处理炉一项已拥有4800台(套),其中90%为国内制造,说明在真空设备制造与真空热处理技术发展中,我国已追赶或正在向世界领先水平靠近. 工业真空热处理炉为例.可以通过设计与制造,实现工业材料的退火、淬火、回火、正火、固溶处理以及材料焊接、烧结等传统工艺各式样的工艺要求 作为材料热处理重要的工序淬火而言,真空热处理已可实现真空常压、真空负压、真空正压、高压气淬、真空油淬、真空分级等温等淬火工艺要求。真空热处理炉的发展体现出高压、多真空室 大型化等特点 并且已经出现了大型真空钎焊炉可处理工件重达100吨的真空热处理炉真空热处理炉与电阻炉、盐炉等系统工艺热处理炉相比,具有很大优点:
(1)具有无氧化、无脱碳、无增碳、真空脱气等优点.可实现光亮淬火,工件或产品处理后不但表面质量好,还能提高韧性和热疲劳性:
(2)真空热处理无污染,无公害,不需要污水、污气处理,尤其是避免r盐浴炉等有气体的挥发与排放,有利于改善工人的工作环境和身心健康。
(3)真空钎焊炉多采用计算机控制,自动化程度等.工艺重复性好,热处理质量稳定,极大减少r操作者的劳动强度,提高了劳动生产率
(4)真空热处理变形小,不易产生开裂,对于复杂工件及大型复杂模具等可实现成品热处理或小加工余量热处理,能提高质量和档次。
2 真空钎焊炉真空系统漏气分析与对策
真空炉最主要的性能指标之一,就是在工作中能否满足工艺要求的真空度。真空炉检漏与解决漏气问题是真空热处理经常遇到的技术难题之一,现对比进行分析与探讨如果真空设备达不到真空度,一般利用系统上的阀门和真空计做漏气源的分析。设:设备的真空
室经较长时间抽真空达到压力P ,泵的极限压力
为P ,则有以下两种可能:
P1=P0 (1)
P1>P0 (2)
式(1)说明真空系统密封良好,无漏气;
式(2)说明可能有以下三种情况;
a 真空抽气性能不良;
b 系统放气,即真空系统本身或材料零部件等过量吸咐全体:
c 系统漏气.有漏气孔存在
究竟是a、b、c三种情况的哪一种.即进行漏气源的具体分析时,常用放置法,即把真空系统抽到一个稳定的具体压力.关闭阀门使系统隔离,同时计量真空度和时间,绘制压力时间(P―t)曲线,如图1所示
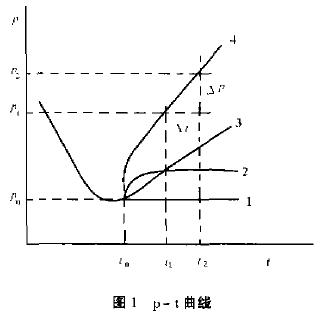
直线1:表示泵抽气性不良说明真空系统不漏气也不放气 应分析泵的问题所在,排除故障。

曲线2:表示有放气现象,说明真空室内或系统中零部件,材料放气,即水蒸气、油、凝结气体的再蒸发放气。一般来讲,放气速率随时间加长、压力升高而减小,经长时间抽气之后漏率也可趋于稳定。
斜线3:表示有漏气现象 说明真空系统中只有漏气而没有放气现象,即系统外部的大气通过漏孔进入系统内部使其压力升高主要是制造加工和装配不良所致。
曲线4:表示放气、漏气同时存在。该曲线的特点是前段为曲线.后段为斜线,曲线部分表示放气现象,斜线部分表示漏气部分放置法是真空系统漏气原的主要判断手段,一但查出原因,根据不同情况采取不同措施,从而达到事半功倍地解决问题的效果。
氦质谱检漏仪的工作原理
氦质谱检漏仪是根据质谱学原理,用氦气作探索气体制成的气密性检测仪器.其质谱原理如图所示。
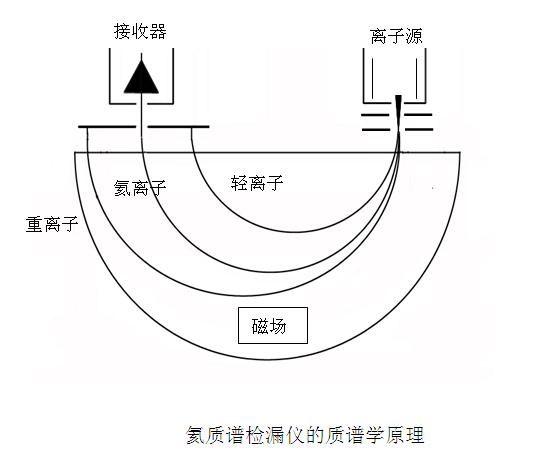
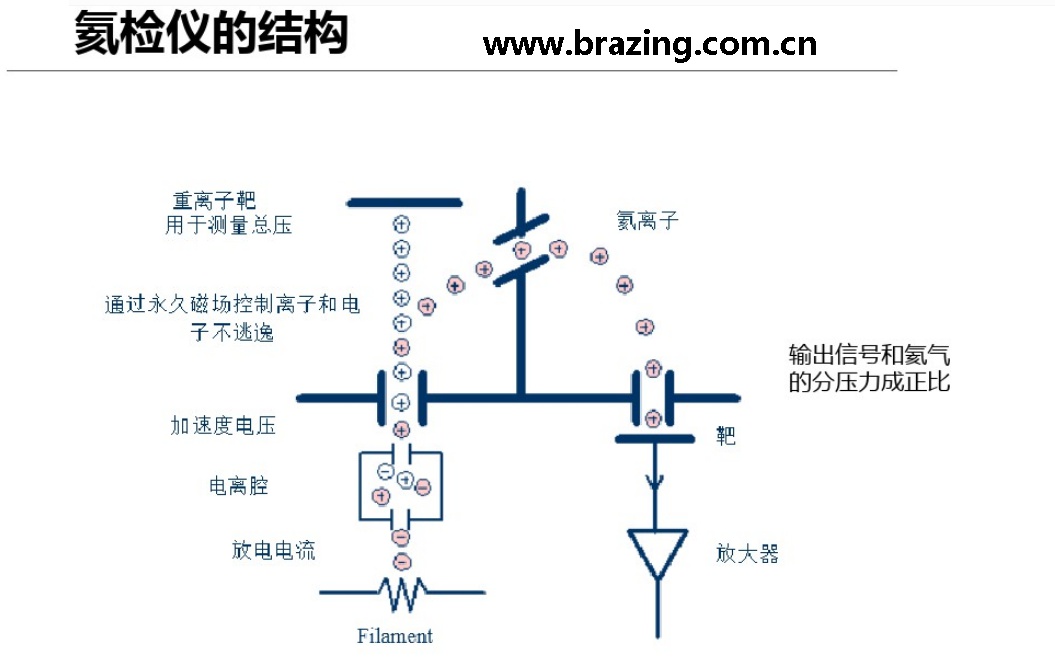
灯丝发射出来的电子在电离室内来回的振荡,与电离室内气体和经被检件漏孔进入电离室的氦气相互碰撞使其电离成正离子,这些离子在加速电场作用下进入磁场,由于洛伦兹力作用产生偏转,形成圆弧形轨道,轨道半径

式中R ――离于偏转轨道半径(cm)
B ――磁场强度(T)
――离子的质(量)/(电)荷比(正整数)
U ――离子加速电压(V)
由上式可知,当R、B为定值时,改变加速电压可使不同质量的离子通过磁场和接收缝到达接收极而被检测。
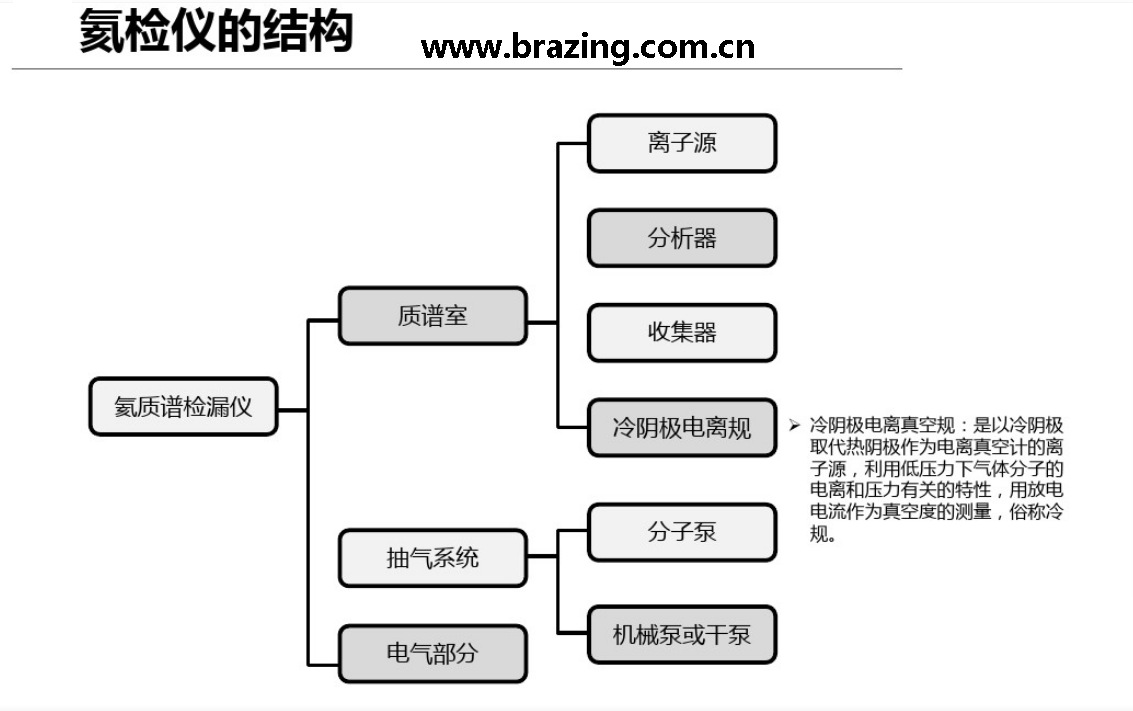
氦质谱检漏仪的结构


氦质谱检漏仪的检漏方式

氦质谱检漏仪的检漏方式通常有两种,一种为常规检漏,另一种为逆扩散检漏。逆扩散原理如图所示,逆扩散检漏是把被检件接在分子泵出气口一端,漏入的氦气由分子泵出气口逆着泵的排气方向进入安装在泵的进气口端的质谱管内而被检测。这一检漏方式是基于分子泵对不同质量的气体具有不同压缩比(气体在分子泵出气口压强与进气口压强之比)即利用不同气体的逆扩散程度不同程度而设计的。
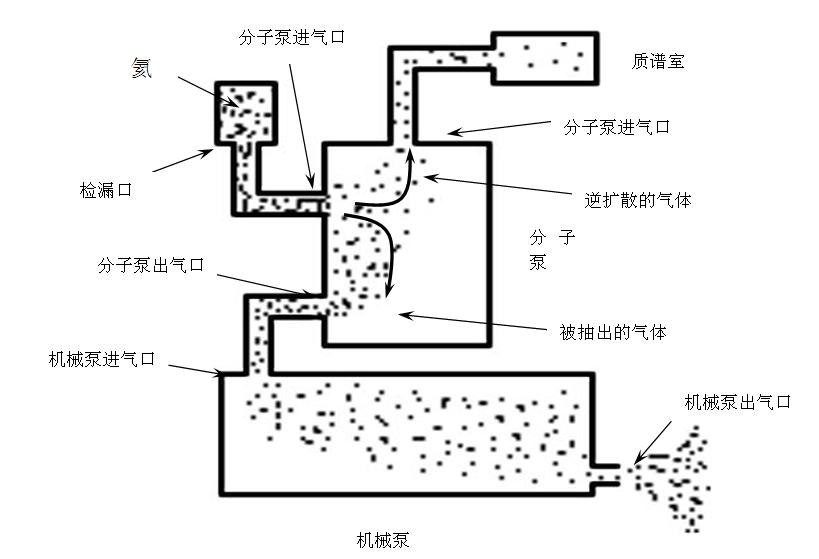
逆扩散原理
逆扩散方式检漏允许被检件内压强较高,SFJ-231/241型氦质谱检漏仪可达1000Pa(一般常规检漏仪为0.05Pa以下),适合检大型容器或有大漏的器件,也适合吸枪检漏。逆扩散方式还具有质谱管不易受污染,灯丝寿命长等优点。
常用检漏方法
检漏的目的是确定被检件漏孔的位置和漏率,这些目的是通过采用一些标准的检漏方法实现的。采用什么方法要视被检件的结构、检漏的经济效益及检漏系统的性质来决定。根据不同的检漏目的,基本上有五种检漏方法。
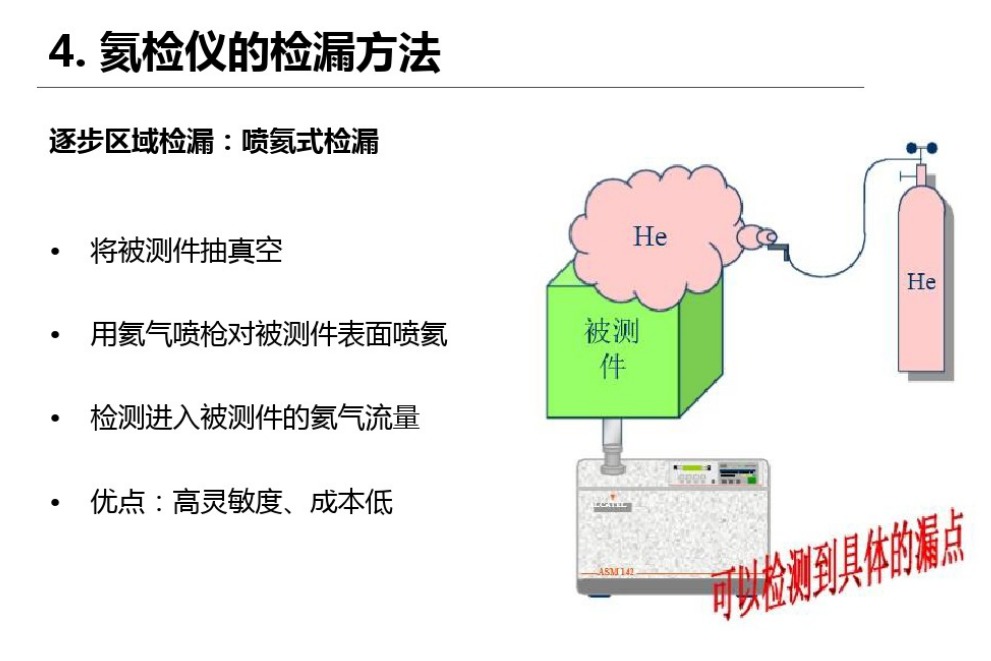
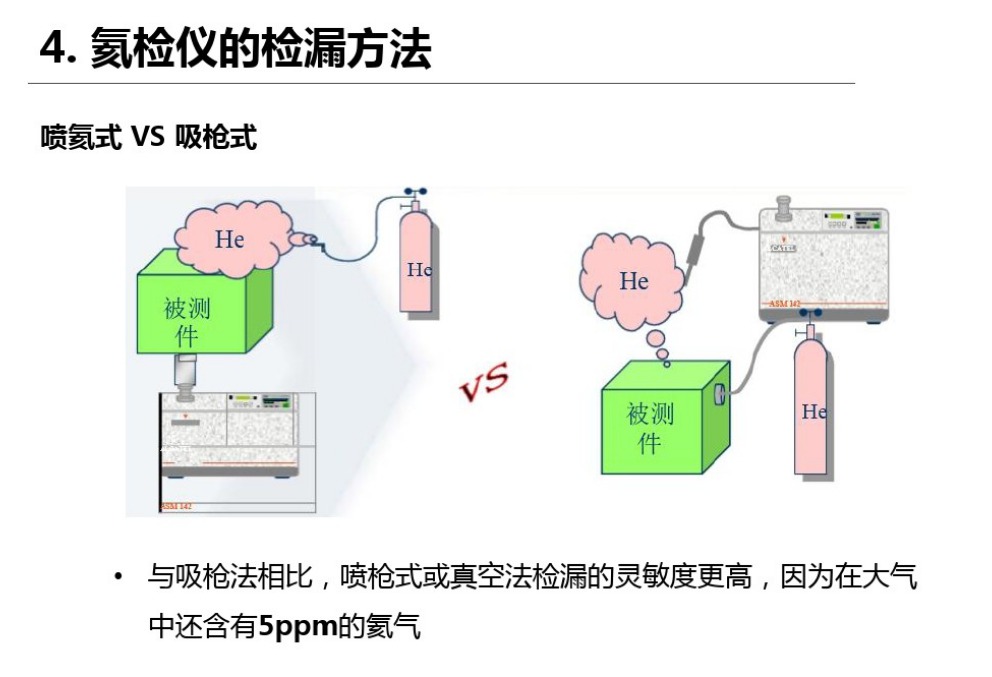
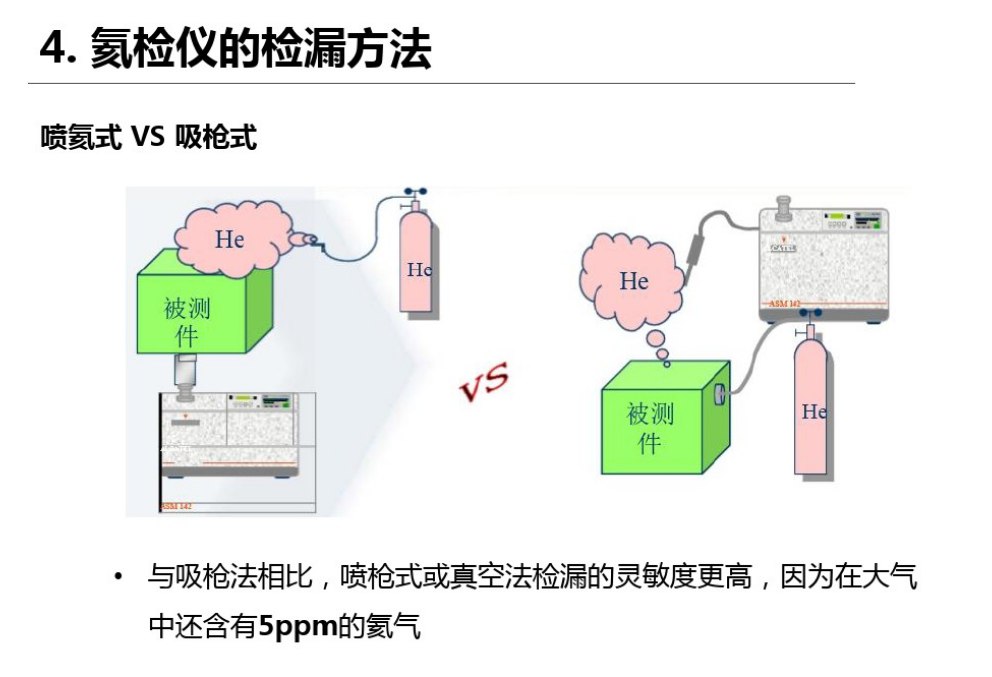
1、 喷吹法-确定漏孔位置
该方法是将被检件接在检漏仪的检漏口,用仪器的真空系统对其抽真空并达到真空衔接与质谱管沟通,然后用喷枪向可疑漏孔喷吹氦气。当有漏孔存在时,氦气就通过漏孔进入质谱管被检测。下图是喷吹法原理示意图。
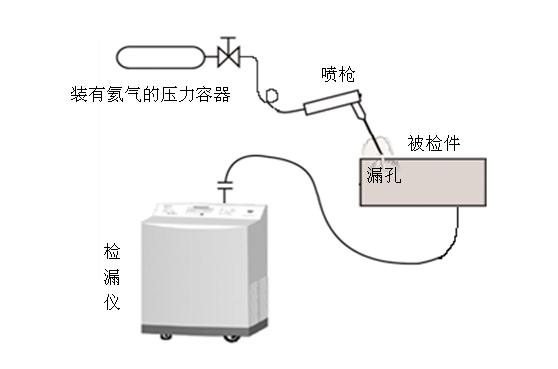
喷吹法检漏的灵敏度高,质谱管不易受污染,但是检大容器时可能有真空抽不下来的情况,可能要加辅助真空设备。
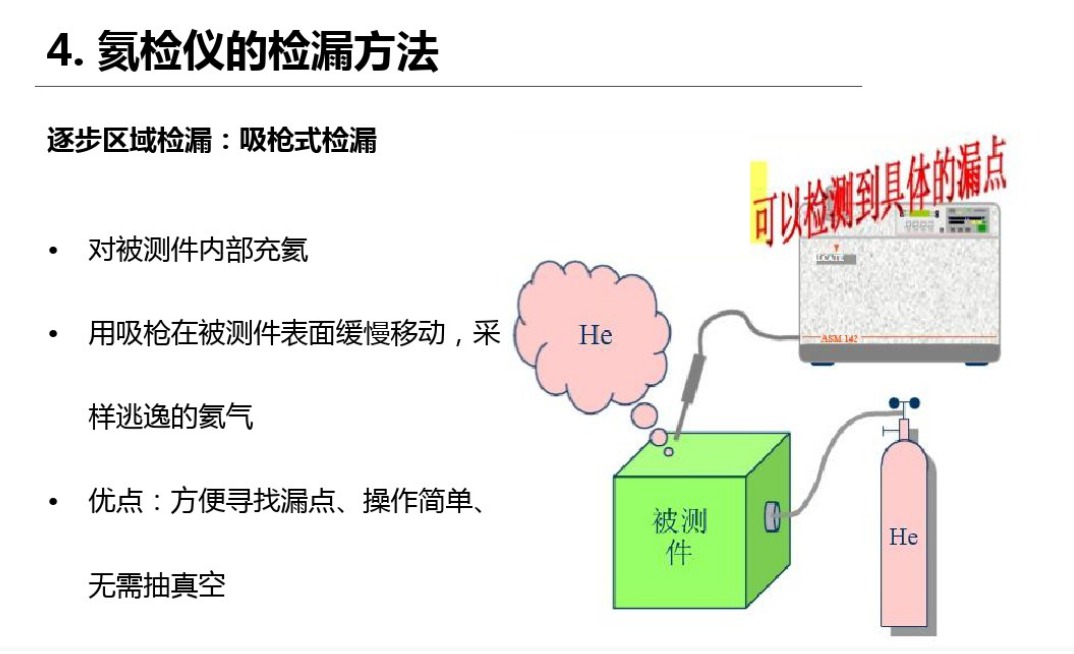
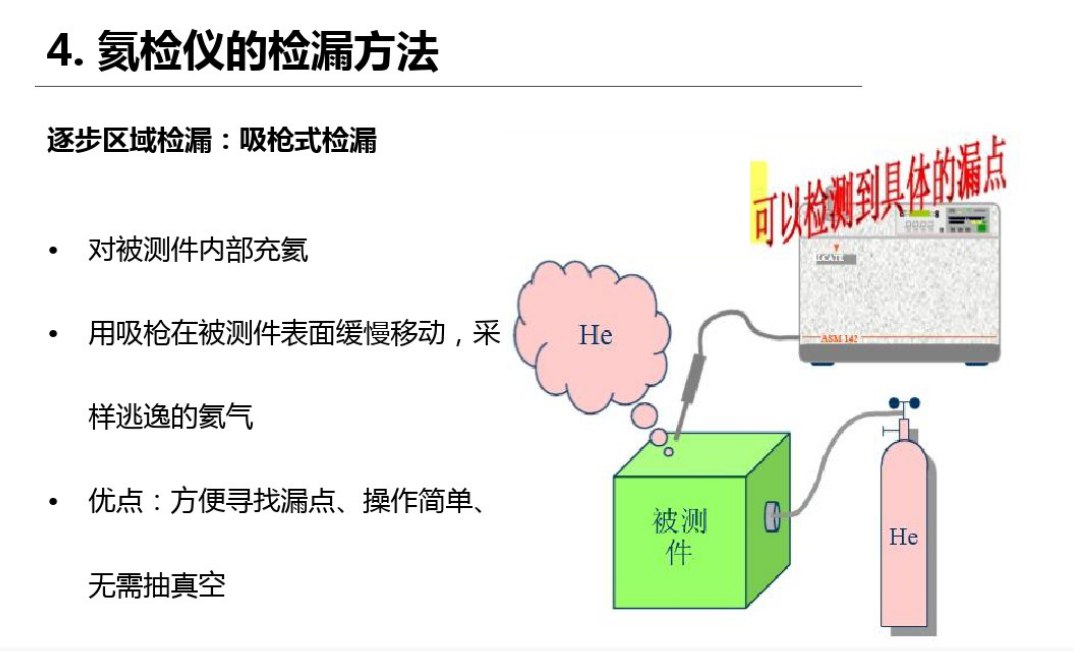
2、 吸入法――确定漏孔位置
又称吸枪检漏,如图1-5,将专用吸枪联接在仪器检漏口上,被检件则充入规定压力的氦气(纯氦气或一定比例含氦的混合气)。检漏时,让吸枪沿可疑漏孔处慢慢移动,若被检件有漏孔,氦气自漏孔漏出,被吸枪吸入送至仪器的质谱管而被检测。
吸入法检漏灵敏度相对喷吹法要低,但是其检漏口真空主要是由吸枪流量决定的,所以不受被检件容积的限制,适合检测大的容器。

3、 钟罩法――测总漏率
将被检件与仪器检漏口联接抽真空,在被检件外面罩以充满氦气的容器,如被检件有漏孔,氦气便由漏孔进入被检件,最终达到质谱管被检测(图l-6)。所测漏率是被检件的总漏率,不能确定有几个泄漏点和每个漏点的准确位置。
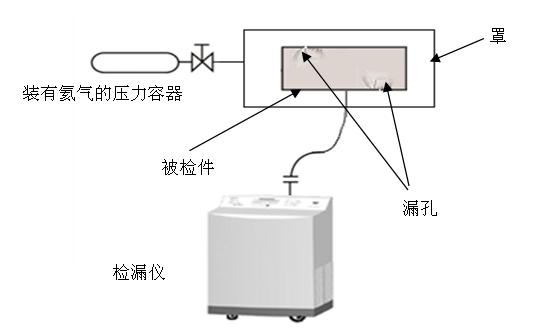
可以看出钟罩法是基于喷吹法的一种检漏方法。
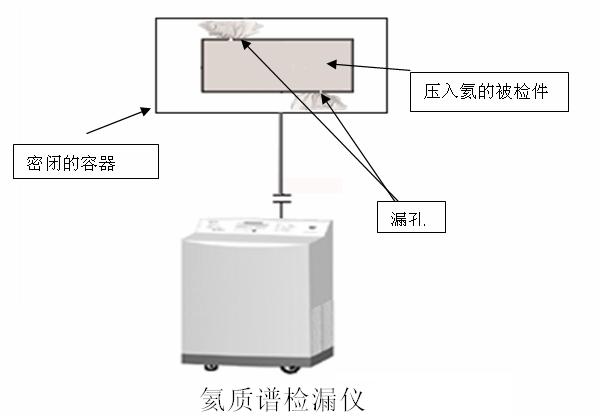
4、 背压法――测总漏率
电子元器件进行气密性检测时常用背压法。检漏前用专用加压容器向被检件压入氦气(由压力和时间控制压入的量),然后取出被检件,吹去表面吸附氦后放入专用检漏罐中,再将检漏罐联接到检漏仪的检漏口上,对检漏罐抽真空,实施检漏。若器件有漏,则通过该漏孔压人的氦气又释放出来进入检漏罐,最终到达质谱管。用这种方法测得的漏率也是总漏率。图1-7为背压法检漏示意图。
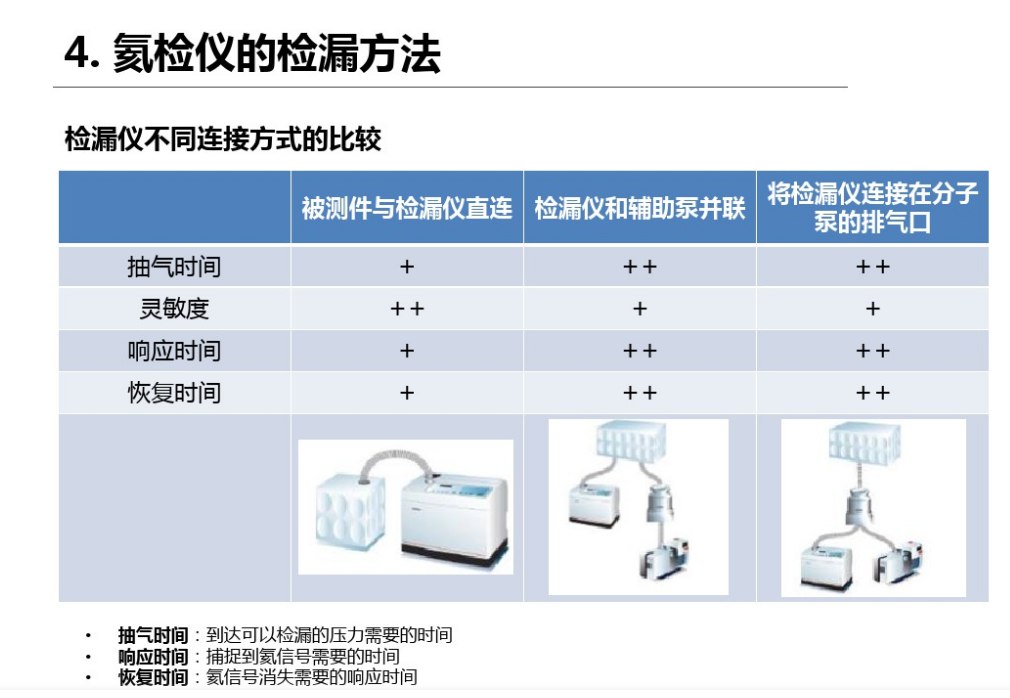
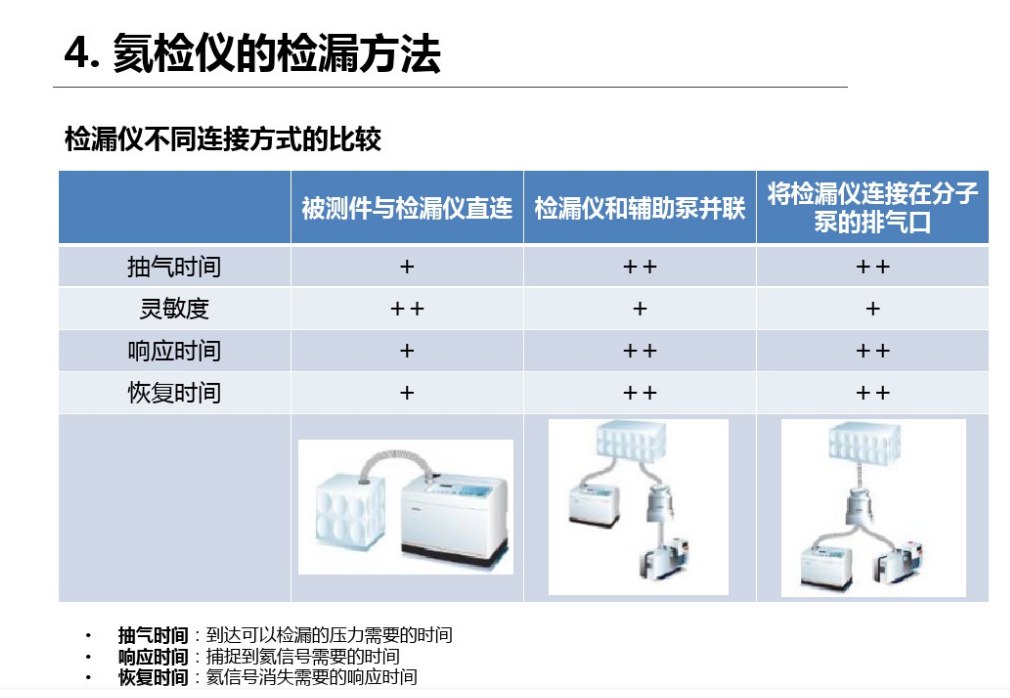
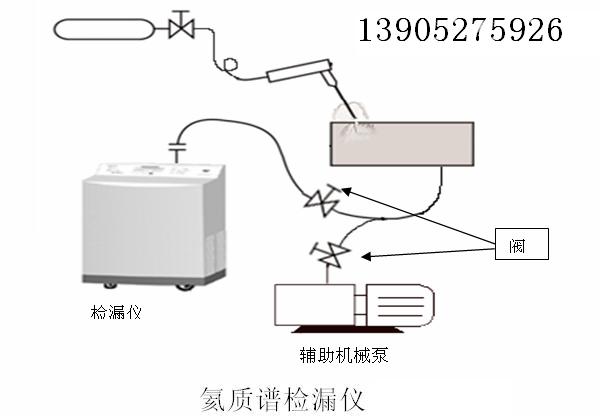
5、 辅助真空系统
对于漏气速率和放气速率较大或者体积较大的被检件,若直接与检漏仪相连,检漏仪的真空度可能抽不上去,使检漏仪无法工作。此种情况须加接辅助真空系统,提高对被检件的抽速。最简单的辅助真空系统只需一个机械泵和两个阀门(图1-8),复杂的系统可由前级泵、次级泵、阀门、真空规及标准漏孔等组成。次级泵可用扩散系或罗茨泵,前级系最好用气镇式机械泵。
东俊真空钎焊工作室
地址:江苏省扬州市维扬路349号
邮政编码:225000
联系人: 蔡东俊
SKYPE:jsyzcdj
联系电话:0514-87816911
传真:0514-87816911
联系手机:13905275926
QQ:649200691
E-mail:vacuum.brazing@gmail.com
网址:http://www.brazing.com.cn
网站:www.china-market-expertise.de
德国联系地址: Ringenkuhler Stra?e 26
34298 Helsa
联系人:李向珍
联系电话: 004956049180277
手机: 004956049180277
传 真: 004956049180278
电子邮件info@china-market-expertise.de
新加坡联系地址:10 Anson Road #05-17
联系人: Feng Guo An
联系电话:+65-6756 3629
手机:+0065-6756 3629
传 真: +0065-6754 8382
电子邮件:fengga@el.sg