ХжҝХЗҘәёИұПЭ·ЦОцәНҪвҫц·Ҫ°ё
ОҙЙҫјхЦРУўОДНкХы°жЈәХжҝХЗҘәёИұПЭ·ЦОцәНҪвҫц·Ҫ°ё
ХжҝХЗҘәёКЗФЪХжҝХЧҙМ¬ПВ,¶ФҪб№№јюҪшРРјУИИәНұЈОВ,К№ЗҘБПФЪККТЛөДОВ¶ИәНКұјд·¶О§ДЪИЫ»Ҝ,ФЪГ«ПёБҰЧчУГПВУл№ММ¬ҪрКфід·ЦҪюИуЎўИЬҪвЎўА©ЙўЎўәёәП,ҙУ¶шҙпөҪәёҪУДҝөДөДТ»ЦЦПИҪшәёҪУ·Ҫ·ЁЎЈХжҝХЗҘәёөДН»іцУЕөгКЗҝЙБ¬ҪУІ»Н¬өДҪрКфЎўКөПЦёҙФУҪб№№өДН¬КұәёҪУ,әёҪУәуөДәёҪУН·№вҪаЦВГЬЎўұдРОРЎЗТҫЯУРУЕБјөДБҰС§РФДЬәНҝ№ёҜКҙРФДЬЎЈИ»¶ш,ХжҝХЗҘәё¶ФЙўИИЖчөДҪб№№ЙијЖЎўЧ°ЕдЦКБҝ,ВБәПҪрёҙәП°е(ТФПВјтіЖёҙәП°е)өД»ҜС§іЙ·ЦЎўЗҘБПІгәс¶И,ЗҘәё№ӨТХЦЖ¶ИЎў№ӨЧч»·ҫіөИөДТӘЗуЙхОӘСПёс,·сФт,ј«ТЧіцПЦібЖ¬НдЗъө№·ьЎўЗҘ·мІ»Б¬РшЎўРйәёЎўИЫКҙЎўЦұЦБР№В©өИЖдЛыЦКБҝИұПЭЎЈЖдЦРЈәР№В©КфЦШҙуЦКБҝИұПЭЎЈ
ЙъІъ№ӨТХБчіМ
(1)БмБПЈә°ҙЙъІъјЖ»®МоРҙБмБПөҘөҪБгјюҝвБмБгјюЈ¬ІўЧРПёәЛ¶ФБгјюГыіЖКэБҝЎЈ°бФЛ№эіМЦРІ»ЧјҝДЕцТФГвЛрЙЛБгјюЎЈ¶ФёҙәП°еЎўібЖ¬Ўў·вМхөИҪшРР¶ЁРНЎў°ҙХХіЯҙзјУ№ӨЎЈ
(2)ұнГжЗеПҙҙҰАн№ӨТХБчіМ:әёЗ°ФӨЗеАнЈә¶Ф№ӨјюҙэәёҪУөДІҝО»Ј¬УГҙтДҘ»ъЗеіэСх»ҜОпЈ¬ј°ЖдЛьФУЦКЈ¬ЗеАнәуУҰҝЙјыҪрКф№вФуЎЈКЧҙОЕдЦГјоТәЈәФЪЗеПҙіШЦР°ҙГҝ¶ЦЛ®·Е40KgЙХјоЎЈОВ¶И60ЎА5ЎгЈ¬ұИЦШЦөОӘ9ЎА1ЎЈ Бгјю°Ъ·ЕЈәҪ«ЙППдМеҫщФИЖМФЪЗеПҙАәЦРЈ¬°јГжПтПВЈ¬Т»°гТФГҝёцАәҝтЦР·Е12ёцЈ»Н¬Сщ,Ҫ«ЙППдМеҫщФИЖМФЪЗеПҙАәЦРЈ¬Ҫ«·вМхЎўібЖ¬ЎўІа°е·Цұр·ЕИлЗеПҙҝрЈ¬ФЪјоПҙіШЗеПҙ120ГлЈ¬ФЪБгјюҪюГ»әуЗеПҙҝрТӘЙППВ»О¶ҜІ»ЙЩУЪИэПВЎЈібЖ¬°Ъ·ЕКұҝн¶И·ҪПтКъБў°Ъ·ЕЈ¬°Ъ·ЕКұҝЙ¶аІг°Ъ·ЕЈ¬ө«ГҝІгібЖ¬УлібЖ¬јдҝЙТФ°О¶ҜЈ¬јИУРҝЙ»о¶ҜјдП¶ЎЈіӨ·вМхКъЦұ»тЗгРұ°Ъ·ЕЈ¬Іа°еҪ»ҙн°Ъ·ЕЎЈҪ«ёф°еҝн¶И·ҪПтКъБў°Ъ·ЕИлЗеПҙҝрЈ¬ёф°ејдТӘУРјдП¶Ј¬ёф°еТІҝЙ¶аІг°Ъ·ЕЈ¬ФЪјоПҙіШЗеПҙ30SЈ¬ФЪБгјюҪюГ»әуЗеПҙҝрЙППВ»О¶ҜІ»ЙЩУЪИэПВЎЈБгјюФЪјоПҙіШЗеПҙәуҪшИлЗеЛ®іШЗеЛ®Сӯ»·ЖҜПҙ120SЈ¬ФЪБгјюҪюГ»әуЗеПҙҝрЙППВ»О¶ҜІ»ЙЩУЪИэПВЎЈЧӘЦРәНЗеПҙЎЈКЧҙОЕдЦРәНТәЈәҪ«ПхЛбјУИлЗеЛ®ЦРЕдіЙ30%өДЦРәНТәЈ¬PHҪьЛЖОӘ5ЎЈЦРәНЗеПҙ:Ҫ«ЗеПҙБгјюҪшРРЦРәНЈ¬90SәуҪ«БгјюИЎіцФЩИлЗеЛ®іШЗеЛ®Сӯ»·ЖҜПҙ120SЎЈҙЛКұ№ӨјюЗеПҙҪаҫ»ОЮУНОЫЈ¬ЧФИ»әжёЙ»тЧӘәжёЙВҜәжёЙЎЈәжёЙОВ¶И200ЎА20ЎжЎўәжёЙЧӘЛЩ200ЎА50r/minЎЈЧ°ИлРЎЗеПҙәжёЙҝрөДБгјюҝЙЦұҪУҪшәжёЙ»ъәжёЙЈ¬ИзҙуЗеПҙҝрЈ¬РиҪ«БгІҝјюИЎіц·ЕИлЗеПҙәжёЙҝрЈ¬°Ъ·ЕИзЗеПҙКұ°Ъ·Е»тЙўҝӘ°Ъ·ЕФЪәжёЙНшҙшЙПҪшРРәжёЙЎЈҪ«ЗеПҙәжёЙәуөДБгІҝјюМоРҙЙъІъЧӘРтҝЁЧӘПВөА№ӨРтЎЈ
(3)ЧйЧ°:°ҙІа°еәН·вМхіЯҙзөчХыЧ°РҫјРҫЯЎЈҙчәГ·А»ӨКЦМЧҝӘКјЧ°РҫФЪН¬Т»јРҫЯЙПІўЕЕ°Ъ·ЕБҪёцРҫЧУЈ¬РҫЧУПа¶ФјРҫЯ°Ъ·ЕҫщІјЈ¬ПИ·ЕӮИ°еФЩ·Еёф°еЈ¬ТАҙО·Е¶М·вМхәН·зібЖ¬Ј¬ЦШёҙ·Еёф°еЎўіӨ·вМхәНДЪібЖ¬Ј¬ёф°еЎў¶М·вМхәН·зібЖ¬Ј¬өұ·зібЖ¬КэҙпөҪНјЦҪТӘЗуКэБҝКұ·Еёф°еЎўІа°еЎЈЧоәу·ЕЙПјРҫЯЎЈУГІ»ЙЩУЪ6ёщөДM12АӯёЛ¶ФіЖАӯҪфөДН¬КұХыРОЎЈРҫҝнС№ҪфіЯҙзОӘҙуУЪНјЦҪТӘЗуіЯҙзөД1.25%»тНјЦҪТӘЗуөДәёҪУЗ°іЯҙзЎЈҪ«Ч°әГәуөДРҫЧУІўЕЕ°Ъ·ЕФЪРҫЧУФЭҙжјЬЙПСПҪыҪ«І»әПёсј°ОҙЗеПҙёЙҫ»өДБгІҝјюЧ°РҫЈ¬Ч°Ед№эіМЦРТӘҙчәГКЦМЧЈ¬ТФ·Аә№ЧХөИХіФЪБгјюЙПЈ¬У°ПмЗҘәёЎЈЧ°ЕдРҫЧУ¶ФҪЗПЯЈј2MMЎЈНв№ЫЈәібЖ¬ОЮө№·ьЎў·вМхХыЖлЎЈРҫҝнҙуУЪРҫҝніЯҙз1.25%ЎЈБгІҝјюУлНјЦҪТӘЗуКэПа·ыЎЈ
Чч Тө Лі Рт
1ЎўКЧПИҪшРРИХіЈөДЙиұёөгјмЎЈ
2ЎўБмИЎ·вМхЎўЙўИИҙшЎўДЪібЖ¬Ўўёф°еөИЈ¬¶ФБмИЎөДІҝјюәНёЁјю
ҪшРРјмІйЈ¬ІўҪ«І»әПёсЖ·МЮіэЎЈ
3ЎўёщҫЭЎ¶РҫІҝІОКэұнЎ·СЎУГПаУҰөДЧ°Рҫ№ӨЧ°ЎўҝЁҫЯЎЈҪ«ЗҘәёҝЁҫЯөЧ°е·ЕөҪЧйЧ°МЁЙПЈ¬Ҫ«Іа°е¶ФЧјЧйЧ°МЁөДПЮО»ІЫЖҪ·ЕФЪјРҫЯГжЙПЈ¬·ЕЙПТ»Ж¬ёф°еЈ¬4ЎўФЪБҪ¶ЛЧйЧ°ПЮО»ІЫДЪёч·ЕТ»ёщ¶М·вМхЈЁҙшЧ¶ГжПтАпЈ©ЎЈ
5ЎўФЪёф°еЙПІјәГЙўИИҙшЈ¬·ЕЙПТ»Ж¬ёф°еЈ¬ФЩФЪёф°еЙПЧ°ЙПБҪёщіӨөД·вМхЈЁҙшЧ¶ГжПтАпЈ©ЎЈ
6ЎўФЪБҪіӨ·вМхЦ®јд·ЕИлДЪібЖ¬Ј¬·ЕИлКэБҝёщҫЭ·вМхіӨ¶И¶ш¶ЁЦШёҙөюјУЦұөҪҙпөҪНјЦҪТӘЗуКэБҝЈ¬Чоәу·ЕТ»Ж¬ёф°еәНІа°е·ЕЙПЗҘәёјРҫЯ№М¶ЁәГЈ¬УГХыЖҪ°еҪ«РҫГжЎўҙшГжХыЖҪЕЎҪфВЭДёИЎПВРҫМеЎЈ
7Ўў¶ФРҫМеҪшРРХыМеХыЖҪЈ¬өчХыЙўИИҙшУлБҪ¶Л·вМхөДҫаАлЈЁҙшН·ұЈіЦЖҪЖлЈ¬БҪҙуГжЖҪХы,ҪбәПІҝО»ЖҪЖлОЮГчПФВдІоЈ©Ј¬Ч°ЙПјРҫЯөДВЭёЛЕЎҪфВЭДёҪ«РҫМе№М¶ЁәГЎЈ
8ЎўУГҫніЯІвБҝРҫҝнәН¶ФҪЗПЯұЈЦӨРҫҝнәН¶ФҪЗПЯУлНјЦҪТӘЗуіЯҙзКЗ·сі¬ІоЈ¬ИзУРі¬ІоҪшРРРЮХыЎЈ
9Ўў°ҙПВГж№ЬАнПоДҝЛщ№ж¶ЁөДҝШЦЖПоДҝәНјмІйЖөВКјмІйЎЈ
10ЎўҪ«РҫЧУ·ЦЧЬіЙ·ЕФЪЦЬЧӘіөЙПЎЈ
(4)ХжҝХЗҘәё:ВҜДЪ°Ъ·ЕЈәУГІжіөҪ«РҫЧУФЭҙжјЬЙПөДРҫЧУБщёцОӘТ»ВҜҙОЈ¬·ЕИлХжҝХЗҘәёВҜДЪЈ¬·ЕЦГКұЗ°әуЧуУТҫУЦР·ЕЦГЈ¬СПҪы·ЕЦГКұ№ӨјюәНјРҫЯУлЗҘәёВҜөДДЪұЪҪУҙҘЈ¬ЗТ·ЕЦГТӘЖҪОИЗб·ЕЈ¬ТФГвЛр»өЗҘәёВҜДЪұЪовЖБәНјУИИЖчЎЈЗҘәёЈәЙи¶ЁёГІъЖ·өДЗҘәё№ӨТХІОКэЈ¬ОЮМШұрТӘЗуөДЦҙРРНЁУГЗҘәё№ӨТХЈ¬°ҙЎ¶ВБХжҝХЗҘәёВҜІЩЧч№жіМЎ·ІЩЧчЙиұёЎЈ¶ФХжҝХЗҘәёВҜійХжҝХәуҪшРРЖЯёцҪЧ¶ОөДјУОВЎўұЈОВ,Жд№ӨТХЗъПЯИзПВНјЛщКҫЎЈ
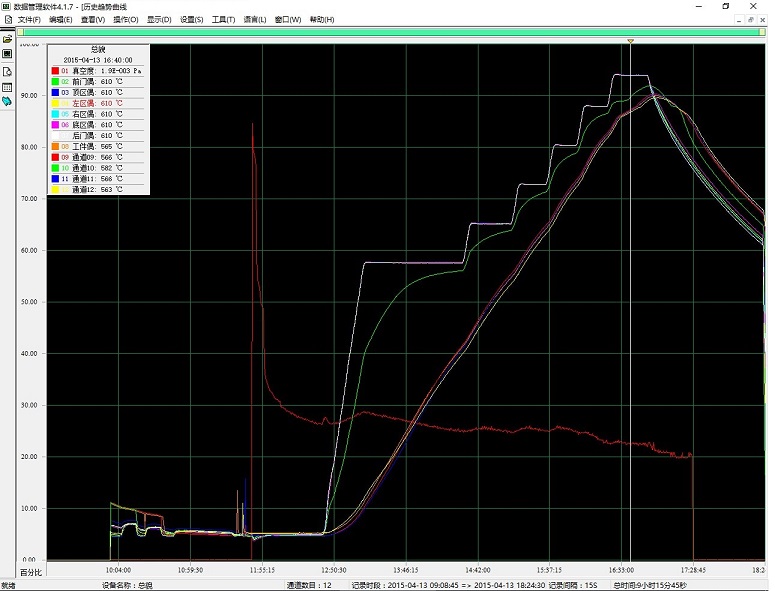
јҙ:өЪТ»ҪЧ¶ОФӨИИЙэОВ;өЪ¶юҪЧ¶ОРоДЬұЈОВәНөЪИэҪЧ¶ОЗҘәёЙэОВЎўөЪЛДҪЧ¶ОЗҘәёұЈОВЎўөЪОеҪЧ¶ОЗҘәёЙэОВЎўөЪБщҪЧ¶ОЗҘәёұЈОВ;өЪЖЯҪЧ¶ОЗҘәёНЈөзЎўҪөОВЎЈҙэЗҘәёВҜОВҪөЦБ№ж¶ЁОВ¶ИіцВҜЈәөұІъЖ·°ҙЗҘәё№ӨТХҪбКшәуЈ¬ОВ¶ИҪөөНөҪ300¶ИКұЈ¬ҙтҝӘҪшЖш·§Ј¬ЖҪәвВҜДЪНвС№ІоЎЈҙтҝӘВҜГЕЈ¬Ҫ«ТСҫӯәёҪУәГөДРҫЧУј°јРҫЯУГІжіөЖҪОИөДТЖіц·ЕФЪРҫЧУФЭҙжјЬЙПЎЈҙтҝӘВҜГЕКұЈ¬ІЩЧчХЯФЪВҜГЕөДЗ°ГжҙтҝӘВҜГЕЈ¬І»ТӘФЪІаГжЈ¬ТФГвёХҙтҝӘКұИИЖшЙЛИЛЎЈІъЖ·ОВ¶ИёЯЈ¬І»ТӘЦұҪУҙҘГюЈ¬ТФ·АММЙЛЎЈҙэАдИҙәуҪшРРІріэјРҫЯІЩЧчЎЈ
4.1 ІйҝҙГҝВҜөДЗҘәёјЗВјәНІъЖ·ФЪВҜДЪО»ЦГ°Ъ·ЕјЗВјЈ¬јмІйЗҘәё№ӨТХКЗ·сХэіЈЈ¬ЦШөгјмІй520ЎжәН560ЎжБҪұЈОВ¶ОөДұЈОВКұјдКЗ·сі¬іӨЈ¬ХжҝХ¶ИКЗ·сҙпөҪЙи¶ЁөДХжҝХ¶ИЎЈ
4.2 ЗҘәёРҫМеөДјмСйұкЧј
4.2.1Цч°еУлұв№ЬЎўұв№ЬУлЙўИИҙшөДЗҘәё·мөДЗҘНёВКҙпөҪ80%ТФЙПЈ¬ГҝёщЙўИИҙшУлұв№ЬОЮ5cmТФЙПөДБ¬РшРйәёЎЈ
4.2.2ЙўИИҙшОЮИЫКҙЎўө№·ьЈ»Цч°еОЮәёБПөД¶С»эЎўБчіЦЈ¬ұв№ЬНЁҝЧОЮЗҘБП¶ВИыЈ¬РҫМеНв№ЫОЮҝДЕцұдРОЎЈ
4.2.3РҫМеХыРОәуЦч°еЎўұв№ЬЎў»Ө°еОЮҙуУЪ1cmөДНдЗъұдРОЈ¬РҫМеөД¶ФҪЗПЯЖ«ІоРЎУЪ2cmЈ¬РҫМеҙуГжөДЖҪГж¶ИОуІоРЎУЪ2cmЎЈ
4.2.4¶ФУЪФЪ»Ө°еНвІаәё№ТјюөДРҫМеЈ¬БҪ»Ө°ејдөДҫаАліЯҙз·ыәПНјЦҪТӘЗуЎЈ
4.2.5јмІйІЩЧч№ӨЧФјмЦР¶ФУЪЗҘәёРйәёөДіӨ·мКЗ·сУГјЗәЕұКҪшРРұкК¶Ј¬¶ФІ»әПёсЖ·КЗ·сёфАл·ЕЦГЎЈ
4.3 ЗҘәёЦКБҝөДійСщәНјмІй·Ҫ·Ё
4.3.1ЗҘәёІъЖ·ГҝВҜійјмІ»ДЬЙЩУЪЛДМЁЈ¬¶ФУЪЗҘәё№ӨТХТміЈөДВҜІъЖ·ТӘјУұ¶ійјм»тИ«јм,ТФИ·ұЈҙуГж»эРйәёІъЖ·өДј°Кұ·ўПЦәНҙҰАнЎЈ
4.3.2 ¶ФУЪ5.2.1ПоЦРөДұв№ЬУлЙўИИҙшРйәёЗйҝцөДјмІйЈ¬КЧПИДҝІвЙўИИҙшөДГҝёцІЁ·еУлұв№ЬјдКЗ·сУРұҘВъөДәёөгЈ¬¶ФУЪОЮГчПФәёөгөДәё·мУГПёІ»РвёЦХл°ОКЗ·сУРЛЙ¶ҜЈ¬Из№ыУРБ¬РшөДЛЙ¶ҜБҰФтЧцәГұкК¶јЗәЕәНВҜәЕјЗВјТФұгТФәуөДНіјЖ·ЦОцЎЈ5.2.2Ўў5.2.5ОӘДҝІвјмІйПоЈ¬5.2.3Ўў5.2.4ІЙУГ1mөДёЦЦұіЯІвБҝјмІйЎЈ
4.3.3 РҫМе¶ФҪЗПЯіӨ¶ИөДІвБҝ·Ҫ·Ё
ИЎЧоНвІаөДұв№ЬУлЦч°еәёҪУҙҰөДН¬Т»ІОХХөгҪшРРІвБҝ¶ФұИЎЈ
2.1ЎЎЙўИИЖчөДЧ°Ед
(1)Ҫб№№јюөДұнГжФӨҙҰАн
ЙўИИЖчөДЛщУРҪб№№јюФЪЧйЧ°З°ҫщРлҫӯ№эұнГжҙҰАнјҙЛбјоПҙ,ТФіэИҘұнІгОЫ№ёЎўУНЧХЎўСх»ҜДӨөИЎЈОЫ№ё»бЧи°ӯ№№јюјдөДУРР§ҪУҙҘ;УНЧХФЪХжҝХёЯОВКұҪ« »б·ЦҪвЖш»Ҝ,ҪөөНХжҝХЗҘәёВҜДЪХжҝХ¶И;УЙУЪВБәПҪр ұнІгСх»ҜДӨЦВГЬ,ЖдИЫ»ҜОВ¶ИФ¶ұИ»щМеІДБПөДТӘёЯ, МШұрКЗёҙәП°еЗҘБПІгөДСх»ҜДӨФЪЗҘәёКұЗҘБПІгИЫ»ҜІ»ід·Ц,ФміЙІ»ДЬУлұ»әёҪрКфНкИ«ИЫәП,ҙУ¶шУ°ПмЗҘәёЦКБҝЎЈОӘҙЛ,ұШРлСПёсҝШЦЖФӯІДБПөДұнГжФӨҙҰАн, °ьАЁұШТӘөД»ъРөЗеАн,Н¬КұЛх¶МЗҘәёЗ°өДЧ°ЕдКұјдЎЈ
(2)Ҫб№№јюіЯҙ繫Іо
ёҙәП°еЎўҙуібЖ¬ЎўРЎібЖ¬Ўўҙу·вМхЎўРЎ·вМхФЪҪшРР¶ЁРНЎў¶ЁіЯјУ№ӨәуөДіЯҙзЖ«ІоЕдәПұШРлөГөҪУРР§ұЈЦӨЎЈібЖ¬УҰҝШЦЖФЪХэЖ«Іо·¶О§,·вМхФтУҰҝШЦЖФЪёәЖ«Іо·¶О§ЎЈ·сФтОЮ·ЁұЈЦӨЧ°ЕдәуёҙәП°еФЪУл·вМхҪф ГЬЕдәПәу,ФЩУлібЖ¬јдУРККТЛөДҪУҙҘГж»эјҙЗҘ·мјдП¶,ТЧФміЙРйәёЎўЗҘ·мІ»Б¬Рш»тОҙәёәППЦПуЎЈ
(3)Ҫб№№јюұнГжҙЦІЪ¶Иј°ЖдРОЧҙ
Ҫб№№јюұнГжҙЦІЪ¶ИУ°ПмГ«ПёБҰЎЈТ»°гЛөАҙ,ұнГж№эУڹ⻬,ЗҘБПДСТФФЪХыёцҪУҙҘГж»эЙП·ЦІјҫщФИ, УЙҙЛІъЙъөДҝХСЁ»бК№ЗҘәёЗҝ¶ИҪөөН,МШұрКЗ·вМхөДұнГжҙЦІЪ¶ИЎЈОӘБЛұЈЦӨЗҘБПҫщФИ·ЦІјУЪҪУҙҘәё·мЙП,Ҫб№№јюөДЗҘәёГжУҰУРККТЛөДҙЦ»ҜЎЈНЁіЈ,ұнГжҙЦ ІЪ¶ИІОҝјЦөҝЙСЎRa0ЎӨ7mm~2ЎӨ0ҰМmөДЖҪ·ҪёщОӘТЛЎЈБнНв,·вМхөДДЪІаУҰЦЖіЙ30ЎгөДө№ҪЗ,УРАыУЪФЪХжҝХЗҘәёКұҪөөНәёБПөДұнГжХЕБҰ,ФцјУИуКӘРФ,јхЙЩЗҘәёИұПЭЎЈ
(4)јРҫЯөДјРіЦБҰ
УЙУЪЙўИИЖчЧ°ЕдәуІЙУГІ»РвёЦјРҫЯҪшРРјРіЦ, ¶шІ»РвёЦјРҫЯөДИИЕтХНПөКэРЎУЪВБәПҪрЦЖЖ·өД,№КјРҪфБҰМ«ҙу,ТЧФміЙЗҘәёәуібЖ¬НдЗъө№·ь;јРҪфБҰМ« РЎ,ібЖ¬ТЧЛЙНСЎЈ№КУҰёщҫЭҫЯМеЙўИИЖчөДҪб№№ЙијЖЙи¶ЁККТЛөДјРҪфБҰЎЈБӘПөИЛЈәІМ¶«ҝЎ
(5)ХыРО:¶ФЙўИИЖчХжҝХЗҘәёәуөДұдРО,Т»°гІЙУГ»ъРө·ЁҪшРРҪГХэЎЈ
ІЩЧч·Ҫ·ЁЈә
1Ўў Ҫ«РҫМе·ЕФЪХыРОјРҫЯЙПЈ¬өчҪЪВЭёЛНЁ№эХыРО°е¶ФРҫМеҪшРРХыРОЈ¬К№БҪ¶ФҪЗПЯіӨ¶ИІоЦөҙпНјСщТӘЗуЎЈ
2Ўў ДҝІвРҫМеҙуЖҪГжЖҪГж¶ИОуІоЈ¬ИзОуІоі¬№э2mmЈ¬УҰ№М¶ЁТ»ІаЈ¬УГКЦЗб°вБнТ»ІаҪшРРҪПХэЈ¬ЦұөҪ·ыәП№ж¶ЁТӘЗуЎЈ
3Ўў УГС№ЛхҝХЖшҙөіэЛ®№ЬДЪФУОпЎЈ
јмІйХыРОЛщК№УГөД№ӨЧ°јРҫЯөДіЯҙзКЗ·с·ыәПІъЖ·НјСщөДТӘЗуЎЈ
ІЩЧчПЦіЎ№ӨТХОДјюј°ЙъІъНјЦҪКЗ·сЖлИ«Ј¬ІЩЧч№ӨКЗ·с°ҙ№ӨТХОДјюөДТӘЗуҪшРРІЩЧчЈ¬¶ФУЪРиТӘЗГ»чХыРОөДіЯҙзКЗ·сҙжФЪТ°ВщІЩЧчЈ¬КЗ·сИПХжМоРҙЦКБҝјЗВјЎЈ
ХыРОІъЖ·өДјмСйұкЧј
ёчЧ°ЕдҝЧөДЦРРДҫаіЯҙзЎўНвРОіЯҙзЈ¬ЖшКТҝЧөДЦРРДҫаіЯҙз·ыәПІъЖ·НјСщөДТӘЗуЈ¬Ч°ЕдҝЧөД¶ФҪЗПЯЦРРДҫаОуІоРЎУЪ2mmЈ¬ёчЧ°ЕдҝЧФЪУлРҫМеҙуГжЖҪРРөДЖҪГжЙПөДЖҪГж¶ИОуІоРЎУЪ2mmЎЈ
Ч°ЕдҝЧОЮұдРОәНпұРЮПЦПуЈ¬ІъЖ·ОЮТтХыРОІ»өұ¶шФміЙөДұдРОәНЖЖБСИұПЭЈ¬РҫМеОЮҝДЕцЎЈ
(6)өјБч°еәёҪУ:ІЙУГлІ»Ўәё·ҪКҪәёҪУЙўИИЖчөДөјБч°е,јҙЙўИИЖчБҪ¶Лҙу·вМхО»ЦГЎЈ
ЙиұёЈ¬ТЗЖч,№ӨЧ°јРҫЯ:
лІ»Ўәё»ъ
ёЁЦъУГБП:
ВБГҫәёЛҝER5356
¶ҜЧчТӘБмЈә
КЧПИҪшРРИХіЈөДЙиұёөгјм
1.ёщҫЭЎ¶ЙиұёІЩЧч№жіМЎ·өчҪЪлІ»Ў»ъөДПа№ШІОКэЎЈ
2.¶ФЦ§іЕ°еУлЦчЖ¬ҪбәПҙҰҪшРРәёҪУЈ¬ЛДёцҪбәПҙҰ¶јТӘЗуәёҪУЈ¬әёҪУөгҫщФИГА№ЫЈ¬І»ҝЙВ©әёЎЈИЎЙПТ»№ӨРт°ліЙЖ·Ј¬Ҫ«№М¶Ё°еУл»Ө°еҪшРРәёҪУЈ¬ЙППВБҪұЯёчИэҙҰЎЈІ»Н¬ІъЖ·ТӘЗуәёҪУөгөДКэБҝІ»Н¬,ёщҫЭјјКхТӘЗуҪшРРәёҪУ,ГҝёцәёөгөДіӨ¶ИОӘ6-8CMЎЈ
3ЎўБмИЎЛ®КТ¶ФБмИЎөДІҝјюәНёЁјюҪшРРјмІйЈ¬ІўҪ«І»әПёсЖ·МЮіэЎЈәёЗ°РлЗеіэәёјюұнГжөДУНЦ¬Ј¬НҝІгЈ¬И󻬼Бј°Сх»ҜДӨөИЎЈҪ«Л®КТ°ліЙЖ·ЈЁіеС№јюЈ©·Е№ӨЧчМЁГжЙПЈ¬°ҙНјЦҪТӘЗуҪшРРІўҪУЈЁ¶ЁО»Ј©ЎЈөчХыәГПаО»ЦГәуҪшРРөгәёЎЈҪ«ЖшКТ°ҙНјЦҪТӘЗуЧ°ИлЦчЖ¬ІЫДЪУГДҫйіЗГ»чөҪО»Ј¬И»әуФЪБҪ¶ЛҪшРРөгәёГҝ¶ЛөгәёБҪөгЎЈИЎПВНкіЙөгәёөДЧЬіЙЧӘЦБПВөА№ӨРтҪшРРХыМеәёҪУЈә
a.№М¶Ё°еХыМеәёҪУЙППВБҪГжәНБҪ¶Л¶јТӘЗуҪшРРәёҪУЈ¬әё·міӨ¶ИОӘ5-6CMЎЈ
b.УГДҫйўЗГ»чЦчЖ¬ІЫұЯК№ЖдУлЖшКТҪУәёГжҪфГЬЕдәПЈ¬И»әуҪшРРХыМеәёҪУЎЈәё·мТӘЗуГЬ·вЈ¬ҝЙҝҝЈ¬ГА№ЫЈ¬ҫщФИЎЈЧЬіЙәёҪУНкіЙәуЈ¬УГјЗәЕұКФЪЧФјмOKөДЧЬіЙЙПРҙЙП№ӨәЕЎЈ°ҙ№ЬАнПоДҝЛщ№ж¶ЁөДҝШЦЖПоДҝәНјмІйЖөВКјмІйЎЈ
Ҫ«РҫМеЧЬіЙ·ЕФЪЦЬЧӘіөЙПЎЈ
4.ЧФјмЛщЧц№ӨРтКЗ·сИ«ІҝөҪО»Ј¬OKЖ·ХыЖл¶С·ЕЧӘЦБПВТ»№ӨРтЎЈ
ЧўТвКВПоЈә
1Ј®ИЎ·ЕІъЖ·КұТӘЗбДГЗб·ЕЈ¬Л®КТәёҪУәН°бФЛ№эіМЦРЧўТвЗбДГЗб·ЕЎЈІ»өГҝДЕцЎў»®ЙЛЎЈЎЈ
2Ј®лІ»ЎәёІЩЧчХЯЈ¬ұШРлҙчәГН·ГжХЦЎўКЦМЧЎўҙ©әГ№ӨЧч·юЎў№ӨЧчР¬Ј¬ТФұЬГвөз»Ў№вЦРөДЧПНвПЯәНәмНвПЯЧЖЙЛФЪІЩЧчЙиұёКұЧўТвКУИз°ІИ«Ј¬СПёс°ҙЎ¶ЙиұёІЩЧч№ж·¶Ў·ТӘЗуҪшРРЧчТөЎЈ
ЖшБчБҝ ІОХХЎ¶ІОКэ¶ФХХұнЎ·
әёҪУөзБч ІОХХЎ¶ІОКэ¶ФХХұнЎ·
(7)ЙўИИЖчЧЬіЙөДГЬ·вРФјмІв:ёЙКҪјмВ©ЈЁХжҝХәӨЖшјмВ©Ј©ЎЈХыМеПөНіЦчТӘУЙХжҝХПдПөНіЎўідәӨ»ШКХПөНіЎўійХжҝХПөНіЎўЗеәӨПөНіЎўІ№әӨПөНіЎўЖш¶Ҝҙ«¶ҜПөНіЎўБчЛ®ПЯҙ«КдПөНіЎўөзЖчҝШЦЖПөНіЎўәӨЦКЖЧјмВ©ТЗөИЧйіЙЎЈЛ®С№јмВ©ЈәЛ®јмІЙУГС№ЛхҝХЖш·ҪКҪјмСй»»ИИЖчіРС№ДЬБҰ,јҙР№В©јмСйЎЈ
Чч Тө Лі Рт
КЧПИҪшРРИХіЈөДЙиұёөгјмЎЈ
ёщҫЭРНәЕСЎУГПаУҰөД¶ВИы№ӨЧ°ЎЈ
Жф¶ҜЙиұёЙи¶ЁІОКэЈЁјмІвС№БҰОӘЈә0.180MpaЈ¬ідЖшКұјд:15
Гл,ЖҪәвКұјд:30Гл,ұЈС№Кұјд:25Гл,ұЁҫҜј«ПЮ:0.01 MpaЈ©ЎЈ
Ҫ«ГӯҪУәГөДІъЖ··ЕФЪЖҪМЁЙПЈ¬УГ¶ВИы№ӨЧ°Ҫ«ЛщУРөДНЁҝЪ¶ВИы
әГЎЈ
°ҙПВРЎјьЕМФЛРРјьЎ°EnterЎұҝӘКјјмІвЈ»°ҙПВҝШЦЖәРЙПөДФЛРРјьЈ»ІвКФҪб№ыЕР¶ЁЈәәПёсІъЖ·ББЎ°ВМөЖЎұЈ¬NGІъЖ· ББЎ°әмөЖЎұЎЈ
әПёсЖ·ХыЖл¶С·ЕөҪЦЬЧӘіөЙПЈ¬І»әПёсЖ··ЕЦГІ»БјЖ·ЗшҙэЛ®јмЕР¶ЁЎЈ
°ҙПВГж№ЬАнПоДҝЛщ№ж¶ЁөДҝШЦЖПоДҝәНјмІйЖөВКјмІйЎЈ
јмІйЧЬіЙәёҪУјРҫЯөДіЯҙзКЗ·с·ыәПІъЖ·НјСщөДТӘЗуЎЈ
ІЩЧчПЦіЎ№ӨТХОДјюј°ЙъІъНјЦҪКЗ·сЖлИ«Ј¬ІЩЧч№ӨКЗ·с°ҙ№ӨТХОДјюөДТӘЗуҪшРРІЩЧчЈ¬ҪУКХөДІъЖ·БгІҝјюКЗ·с·ыәПЦКБҝұкЧјөДТӘЗуЈ¬КЗ·сИПХжМоРҙЦКБҝјЗВјЎЈ
Нв№ЫЦКБҝ Уләё·мұкЧјСщјюҪшРР¶ФұИЈ¬әё·мУҰҫщФИАО№МЈ¬ГА№ЫЎЈГҝМЁІъЖ·өДұв№ЬЎўЙўИИҙшФЪәёҪУ№эіМІ»өГУРЕцЙЛәНЙХЙЛПЦПуЎЈЧЬіЙәуІъЖ·өДРНЗ»ДЪОЮәёФьј°ЖдЛыФУЦК
ГЬ·вРФ ЧЬіЙәё·мҫӯ0.3MpaөДС№ЛхҝХЖшКФС№Ј¬ұЈС№1minОЮР№В©ЎЈҫЯМеТӘЗуОӘ¶ФУЪёЦДЈЖшКТГҝМЁәё·мВ©өгІ»¶аУЪ4өгЈ¬¶ФУЪЙ°ДЈЖшКТГҝМЁәё·мВ©өгІ»¶аУЪ2өгЎЈ
јмСй·Ҫ·Ё
ОӘДҝІвјмІй НЁ№эЎ°ЧЬіЙКФС№№ӨРтөДВ©өгНіјЖјЗВјЎұ¶ЁЖЪөДҪшРРәё·мВ©өгөДНіјЖЈ¬ІўҪ«НіјЖҪб№ыј°Кұ·ҙАЎУР№ШІҝГЕЈ¬¶ФУЪәё·мР№В©СПЦШөДІъЖ·ІйГчФӯТтІўІЙИЎҙлК©ЎЈ
(8)ЕзНҝЎўЕЧ№в:¶ФЙўИИЖчұнГжҪшРРЗеПҙЎўәжёЙЎўЕзНҝЎўЕЧ№вЎўәжёЙ, ёДЙЖІъЖ·Нв№ЫЦКБҝЎЈ
Чч Тө Лі Рт
КЧПИҪшРРИХіЈөДЙиұёөгјмЎЈ
БмИЎУНЖб°ҙІъЖ·НјСщТӘЗуәНУНЖбЛөГчКйТӘЗуөчәНУНЖбЎЈ
ёщҫЭЎ¶ЙиұёІЩЧч№ж·¶Ў·ҝӘЖфөчҪЪПа№ШЙиұёІОКэЎЈ
ИЎКФС№әПёсөДІъЖ··ЕЦГУЪ№ӨЧчМЁГжЈ¬УГҙтДҘ»ъҪ«»Ө°еЙПөД»®
ЙЛІҝО»ҙтДҘПыіэЎЈИ»әу·ЕЦГХыРОМЁЙПЈ¬К№УГХыРО№ӨҫЯҪ«ЧуУТ»Ө°еҪшРРХыЖҪЎЈUРНәЕІЫ»Ө°еөДІъЖ·ТӘЗу¶Ф»Ө°еҪшРРҙтДҘЎўХыРОЈ¬ЖдЛьЦРАдЖчІъЖ·І»ЧчТӘЗуЎЈІўҪ«ЧЬіЙЧуУТ»Ө°еУГІБІјҪшРРЗеҪаЈ¬И»әуРь№ТөҪБч¶ҜҙшөД№Т
№іЙПБчҪшәжёЙөАЎЈөчХыЕзЗ№Ј¬К№ЕзіцөДЖбіЙОнЧҙЈ¬өұЧЬіЙБчөҪЕзЖб·ҝКұЈ¬¶ФЧЬіЙұнГжҪшРРЕзЖбЎЈЈЁЕзЗ№ТЖ¶ҜЛЩ¶ИҫщФИЈ¬З№ҝЪАлРҫМе20-30CMЈ©
ЕзЖбНкіЙәуЧФјмУРОЮВ©ЕзЈ¬ИзУРБўҝМІ№ЕзЎЈҪ«ЕзәГЖбБ№ёЙәуөДІъЖ·ҙУ№Т№іЙПИЎПВЈ¬ІйҝҙУРОЮЕзЖбІ»БјЈЁБчЦщЎўЖбБцЎўЙ«ІоЈ©Ј¬OKІъЖ·ФЪҪшіцЛ®ҝЪМЧЙП·АіҫХЦХыЖл°Ъ·ЕФЪәПёсЖ·ЗшЈ¬NGІъЖ·°Ъ·ЕІ»БјЖ·ЗшЎЈ
°ҙ№ЬАнПоДҝЛщ№ж¶ЁөДҝШЦЖПоДҝәНјмІйЖөВКјмІйЎЈјмІйІЩЧч№ӨКЗ·с°ҙТӘЗуҪшРРІЩЧч,КЗ·сИПХжМоРҙЦКБҝјЗВј.
Нв№ЫЦКБҝ ЖбДӨНкХыЎўҫщФИЈ¬Й«ФуОЮГчПФІоТмЈ¬НҝІгОЮЦеЖӨЎўБч№ТЈ¬ОЮНвАҙФУЦКТмОпЎЈІъЖ·ОЮҝДЕцЎЈ
¶ФУЪІъЖ·Нв№ЫУРұнГжІ»ЖҪХыөИЦэФмИұПЭөДЖшКТЈ¬ФЪЕзЖбЗ°ұШРлҪшРР№ОДеЧУҙҰАн,ІўІОХХұкЧјСщјю¶Ф№ОДеЧУөДЦКБҝҪшРРјмСйЎЈ
(9)°ьЧ°Ҫ»»хЎЈ
Чч Тө Лі Рт
1ЎўКЧПИҪшРРИХіЈөДЙиұёөгјмЎЈ
2ЎўёщҫЭЎ¶ІъЖ·ІОКэұнЎ·СЎУГПаУҰөДЧйјю°ьЧ°ПдЎЈ
3ЎўёщҫЭІъЖ·НјЦҪТӘЗуБмИЎПаУҰұкЗ©ЎўұкК¶ЕЖЈ¬ІўК№УГҙтВл»ъҪ«ұкК¶ЕЖҙтЙПЙъІъИХЖЪЎЈ
4ЎўК№УГөзЧкФЪ№М¶Ё°еЦё¶ЁО»ЦГЙПҙтҝЧІеЙПГӯ¶ӨЈ¬ІеЙПГӯ¶ӨУГійРҫЗҜҪ«ұкК¶ЕЖГӯҪУФЪ№М¶Ё°еЙПЎЈ°ьЧ°ЛщК№УГөДЙиұёКЗ·сНкәГ,ЛщК№УГөД°ьЧ°ПдНв№ЫіЯҙзЎўұкК¶КЗ·с·ыәПІъЖ·ТӘЗуЈ¬әПёсЦӨұкК¶УлІъЖ·КЗ·сПа·ыЈ¬ІЩЧч№ӨКЗ·сИПХжМоРҙЦКБҝјЗВјЎЈ
5ЎўјмІй°ьЧ°ЦКБҝ ІъЖ·ЖшКТҝЪёЗ·АіҫёЗЈ¬ІъЖ·Ч°ПдЗ°МЧЛЬБПҙьЈ¬ПдДЪУР·АХсЕЭДӯЈ¬°ьЧ°АО№МЈ¬·вФъҝЙҝҝЎЈ
6ЎўҪ«ІъЖ·ұкЗ©МыФЪ№М¶Ё°еЕъ¶ЁО»ЦГЙПЎЈ
7ЎўФЪЦҪПдДЪ·ЕИлЕЭДӯөжЈ¬ПИФЪЛ®КТҪшіцЛ®ҝЪБҪҪЗМЧЙПЎЈПаУҰөДЕЭДӯ·А»ӨөжЈ¬Ҫ«ЙўИИЖчЧЬіЙ·ЕҪшПдДЪФЩМЧБҪёцЕЭДӯҪЗөжЎЈ
8Ўў·вәГЦҪПдБҪ¶ЛБф20-25CMөДҫаАлАҰЙПҙт°ьҙшЈ¬МЧҙт°ьҝЫБфәГ
УаБҝЗР¶ПЎўКХҪфҙт°ьҙшЈ¬УГГӯС№ЗҜҪ«ҙт°ьҝЫГӯҪфЎЈ
9Ўўҙт°ьНкіЙМыЙПНвПдұкЗ©ЎЈ
10Ўў°ҙПВГж№ЬАнПоДҝЛщ№ж¶ЁөДҝШЦЖПоДҝәНјмІйЖөВКјмІйЎЈ
11ЎўҪ«ҙт°ьәГөДІъВАЧЬіЙХыЖл¶С·ЕФЪЦЬЧӘіөЙПЈ¬°мАнИлҝвКЦРшЎЈ
2ЎЎЙўИИЖчХжҝХЗҘәёР№В©ФӯТт·ЦОц
2.2ЎЎёҙәП°еөДЦКБҝЦёұк
(1)ЗҘБПІг»ҜС§іЙ·ЦЦРЦчТӘФӘЛШөДУ°Пм
Siә¬Бҝ:ёҙәП°еөДЗҘәёРФДЬМеПЦФЪЗҘБПІгөДБч¶ҜРФЎўИуКӘРФЎўјдП¶МоідДЬБҰәНәёҪУЗҝ¶ИЎЈФЪAl-S әПҪр¶юФӘПаНјЦР,ОВ¶Иҙп577ЎжЎўw(Si)=11ЎӨ7%Кұ, ·ўЙъ№Іҫ§·ҙУҰЎЈөұw(Si)ЎЬ11ЎӨ7%Кұ,¶юФӘәПҪрИЫ»Ҝ ОВ¶ИЛжSiә¬БҝөДЙэёЯ¶шҪөөНЎЈЛщТФ,ЗҘБПІгЦРSiә¬ БҝёЯКұ,ЖдИЫөгФтөНЎЈSiә¬Бҝ№эёЯКұ,ЛдИ»ҝЙК№°ьёІ ІгәПҪрИЫөгҪөөНЎўБч¶ҜРФәГ,јдП¶МоідДЬБҰЗҝ,ө«өұЖдА©ЙўөҪұ»әёҪрКфҪзГж,ЗТК№№МПаіЙ·ЦҙпөҪТ»¶ЁіМ¶ИКұ,өјЦВұ»әёҪрКф№МПаИЫ»Ҝ,ІъЙъИЫКҙЎЈSiә¬БҝФҪёЯ,ЕЁ¶ИМЭ¶ИФҪҙу,¶Ф»щМеәПҪрөДИЫКҙЗгПтТІФҪСПЦШ;Siә¬Бҝ№эөНКұ,ФтІъЙъПа·ҙөДР§№ыЎЈХжҝХЗҘәёУГёҙәП°еөДЗҘБПІгОӘ4004ВБәПҪр,Ждw(Si)өДұкЧј·¶ О§ОӘ9ЎӨ0%~10ЎӨ5%ЎЈMgә¬Бҝ:°ьёІІгәПҪрЦРөДMgКЗХжҝХЗҘәёұШІ»ҝЙЙЩөДҪрКф»о»ҜјБЎўОьЖшјБ,Н¬КұФЪФцЗҝёҙәП°еДНКҙ РФ·ҪГжҝЙІъЙъ»эј«өДУ°ПмЎЈMgФЪ550ЎжТФЙПКұҝӘКјҙуБҝХф·ў,ФЪХжҝХЗҘәёВҜЦРРОіЙә¬MgөДЖш·ХЎЈГҫХфЖшјИҝЙУлЗҘәёЖш·ХЦРКЈУаөДСх»тЛ®ХфЖшЦРөДСхҪбәП,ұЈ»ӨјУИИБгјюұнГжІ»ЦВЦШРВСх»Ҝ,УЦДЬЙшИлөҪБг јюұнГжОҙЗеіэёЙҫ»өДСх»ҜДӨЦР,Ҫ«ЖдИҘіэЎЈЛщТФ,Па¶ФУЪХжҝХЗҘәёВҜөДХжҝХ¶И¶шСФ,ХжҝХ¶ИёЯКұ,ұкЧјә¬БҝөДMgҝЙТФЖрөҪЧг№»өДЧчУГ;¶шХжҝХ¶ИөНКұ,ФтРиТӘҪ«Mgә¬БҝҝШЦЖФЪЙППЮ»тХЯёьёЯЎЈ4004ВБәПҪрөД w(Mg)=1ЎӨ0%~2ЎӨ0%ЎЈ
(2)ЗҘБПІгәс¶И
ёҙәП°еәс¶Иј°ЗҘБПІгәс¶ИөДЙи¶ЁУҰУлЙўИИЖчөДіРС№ТӘЗуПаЖҘЕд,ұШРлҪбәПАнВЫјЖЛгәНЙъІъКөјщАҙЦЖ¶ЁЎЈХвАпМШұрЦёіцөұЗҘБПІгәс¶И№эұЎКұ,ТЧФміЙәёҪУЗҝ¶ИөНЎўәёҪУІ»АОЎўіРС№І»ҙпұкөИәёҪУИұПЭ;№эәсКұ,Фт»бФміЙРҫІгәПҪрәс¶И№эұЎЎўіРС№І»ҙпұкЎўЙхЦБіцПЦИЫКҙПЦПуөјЦВР№В©ЎЈТтҙЛ,ЗҘБПІгәс¶Иј°Жд ҫщФИРФКЗәвБҝЖдЦКБҝөДЦШТӘЦёұк,ТІКЗУ°ПмЗҘәёЦКБҝөДЦШТӘТтЛШЦ®Т»ЎЈКөјКУҰУГЦРЗҘБПІгәс¶ИТ»°гҝШЦЖФЪёҙәП°еәс¶ИөД(10ЎА3)%ОӘТЛЎЈ
(3)ёҙәП°еЖдЛьЦКБҝТӘЗу
ёҙәП°еФЪЙўИИЖчЦРөДБнТ»ёцЧчУГКЗЧчНЁөАёф°е,ТІУРіРС№ТӘЗуЎЈТтҙЛ,І»УҰУРУ°ПмЖдіРС№өДДЪФЪЎўНвФЪИұПЭЎЈДЪФЪИұПЭИзРҫІгәПҪрөДЖшҝЧЎўјРФьЎўУлЗҘБПІгөДәёәПІ»БјөИ;НвФЪИұПЭіэЙПКцұнГжҙҰАн І»Ҫаҫ»Нв,»№УРФЪјУ№Ө№эіМЦРөДҝДЕцЙЛЎў»®ЙЛ,өұЖдЙо¶Иі¬№эЗҘБПІгәс¶ИКұ,»бЦұҪУЖЖ»өҪрКфөДБ¬РшРФ, өјЦВіРС№ДЬБҰПВҪөЎЈ
2.3ЎЎХжҝХЗҘәё№ӨТХЦЖ¶И
ФЪХжҝХЗҘәёВҜЦР,№ӨјюЦчТӘҝҝИИ·шЙдҪшРРјУИИЎЈ¶ш·шЙдҙ«ИИУРЖдМШУРөД№жВЙ,јҙЛ№өЩ·ТІЈ¶ыЧИВь¶ЁВЙ:
ЙПКҪЛөГч,ёЯОВКұјҙК№КЗәЬРЎөДОВ¶ИІоТІРиТӘәЬёЯөДИИДЬҙ«өј,јҙХжҝХјУИИОВ¶ИФҪёЯ,РиТӘҙ«өЭөД ИИБҝФҪҙуЎЈЛөГчФЪПаН¬ЗйҝцПВХжҝХВҜДЪЙэОВЛЩ¶ИТӘ ҪПЖдЛыјУИИ·ҪКҪВэәЬ¶аЎЈХжҝХјУИИЛщРиКұјдҙуФјКЗҝХЖшВҜөД3ұ¶ЎўСОФЎВҜөД6ұ¶ЎЈТтҙЛ,ЦЖ¶ЁХжҝХЗҘәёВҜјУИИ№ӨТХЦЖ¶ИКұ,І»ДЬХХ°бҝХЖшВҜЎўСОФЎВҜәНЖш·ХВҜөДјУИИ№ӨТХЦЖ¶ИЎЈЙПКҪН¬КұЛөГч:ХжҝХЗҘәё№эіМЦР,УҰҫЎҝЙДЬ»әВэјУИИ,ТФК№»»ИИЖчДЪНвОВ¶ИұЈіЦТ»ЦВ,·сФтЦұҪУУ°ПмЗҘәёЦКБҝЎЈ¶Ф№ӨТө»ҜЙъІъЦРөДФӨИИ¶ЁОВЎўұЈОВ,РоДЬ¶ЁОВЎўұЈОВ,ЗҘәё¶ЁОВЎўұЈОВТФј°НЈөзҪөОВ,КЗјИДЬКөПЦЙПКцДҝөДУЦДЬМбёЯЙъІъР§ВКөДРРЦ®УРР§өД№ӨТХБчіМ,ЖдЦРХжҝХЗҘәёОВ¶Иј°ұЈОВКұјдКЗУ°ПмЗҘәёЦКБҝөД№ШјьЎЈ
(1)ХжҝХЗҘәёОВ¶И:ОВ¶ИөНКұ,ЗҘБПЙРОҙҙпөҪұШРиөДОВ¶И,ЗҘБПөДБч¶ҜРФЎўҪюИуРФҫщҪПІо,ТЧІъЙъЗҘ·мДЪ ІҝЖшҝЧЎўЗҘ·мІ»Б¬РшЎўРйәёөИИұПЭ,К№ЗҘәёҪУН·Зҝ¶И ҪөөН,іРС№ДЬБҰІ»ҙпұк¶шІъЙъР№В©,СПЦШКұЙхЦБ»бЛә БС;ОВ¶ИёЯКұ,ЗҘБПНкИ«ИЫ»ҜЗТБч¶ҜРФ№эҙу,ТЧІъЙъ ЗҘБПСх»ҜРОіЙЖшҝЧәН¶Фәё·мөДГ«ПёБҰЧчУГұдІо,Фм іЙЗҘБПБчК§ЎўИЫКҙЎўібЖ¬НдЗъөИИұПЭЎЈККТЛөД¶ЁОВУҰ ЧўЦШәёБПөДБчөг,НЁіЈәёБПөДИЫөгУҰұИұ»әёҪрКфИЫөгөН60ЎжЧуУТЎЈҙЛКұ,ТәМ¬әёБП¶Фұ»әёҪрКфҫЯУРБјәГөДҪюИуРФәНБчЙўРФ,ДЬФЪГ«ПёБҰЧчУГПВҪПәГөШМоідЗҘәёјдП¶,ІўДЬУлұ»әёҪрКфІъЙъБјәГөДәПҪр»ҜЧчУГ,РОіЙёЯЗҝ¶ИҪУН·ЎЈ
(2)ХжҝХұЈОВКұјд:ЗҘәёКұЗҘБПөДИуКӘәНҪУН·РОіЙФјРиТӘ1s~2s,ТтҙЛұЈОВКұјдЦчТӘУЙЙўИИЖчРДІҝОВ¶И ҙпөҪЗҘәёОВ¶ИЛщРиөДКұјдј°Сх»ҜДӨІгПыЙўЛщРиКұјд ҫц¶ЁЎЈИз№ыұЈОВКұјд№э¶М,ЦРАдЖчЦРРДІҝОВ¶ИГ»УРҙпөҪЗҘәёОВ¶И;Кұјд№эіӨ,ТәМ¬ЗҘБПИЭТЧК№ұ»әёҪрКфИЫКҙЎЈ
2.4ЎЎХжҝХЗҘәёВҜөДХжҝХ¶И
ёЯОВЧҙМ¬ПВөДХжҝХ¶ИҪПөНКұ,ВҜДЪІРБфөДO2 H2OөИСх»ҜРФЖшМеТЧУлAlЖр»ҜС§·ҙУҰЙъіЙЦКУІөД Сх»ҜДӨјҙAl2O3ЎЈAl2O3ЧйЦҜЦВГЬЎўОИ¶ЁЎўИЫөгёЯ,ФЪЖХНЁХжҝХЗҘәёОВ¶ИПВІ»ТЧ·ЦҪв,ЗҘБПСх»ҜәуК№ЖдБч¶ҜРФҪюИуРФұд»ө;ұ»әёҪрКфСх»ҜәуұдөГДСТФҪюИу,ҙУ¶шөјЦВәёБПУл»щМејдөДәёҪУРФДЬ¶с»ҜЎЈ№КРиТӘҫЎҝЙДЬМбёЯХжҝХЗҘәёКұөДХжҝХ¶И,јхЙЩO2ЎўH2OөИСх»ҜРФЖшМеөДә¬Бҝ,ҝШЦЖAl2O3өДЙъіЙБҝЎЈТ»°гТӘЗу,ХжҝХЗҘәёВҜІЙУГ¶аОВЗшҝШОВ,ВҜОВҫщФИРФОӘЎА3Ўж,№ӨЧчХжҝХ¶ИУҰұЈЦӨІ»ҙуУЪ6ЎӨ0ЎБ10-3Pa,ФӨійХжҝХөДј«ПЮХжҝХ¶ИұШРлФЪ10-4КэБҝј¶ЎЈИз№ы№ӨЧчХжҝХ¶ИҙпІ»өҪҫНұШРлІЙУГСУіӨұЈОВКұјдөД·Ҫ·ЁөИХжҝХ¶ИҙпөҪІЕҝЙТФјМРшЙэОВЎЈ»тХЯҪшРРЖдЛы·Ҫ·ЁұЈЦӨХжҝХ¶ИҙпөҪ№ӨЧчХжҝХ¶ИЎЈ
2.5ЎЎХжҝХЗҘәёКұ»·ҫіЧҙҝц
»·ҫіЦРөДКӘ¶И»б¶ФЙўИИЖчЗҘәёЦКБҝФміЙУ°Пм ФЪёЯКӘ¶ИПВҪшРРЙўИИЖчЧйЧ°Кұ,»бУРёь¶аөДЛ®·ЦБфФЪібЖ¬Ўўёф°еј°·вМхЙПЎЈҪ«ёЯКӘ¶ИПВЧйЧ°өДЙўИИЖч·ЕИлХжҝХВҜЦРЗҘәё,Л®·Ц»бХф·ўЎўКН·Еіцёь¶аөДЖшМе,ЗТЙўИИЖчДЪІҝөДЛ®·ЦХф·ўЎўЖшМеКН·ЕКЗёц»әВэөД№эіМЎЈЛ®·ЦРиТӘҙуБҝХф·ўИИ,У°ПмЙўИИЖчДЪІҝөДОВ¶И;Л®·Ц»№»бУ°ПмХжҝХ¶И;Л®·ЦҪ«јУҫзВБөДСх»Ҝ,ҙУ¶шУ°ПмЗҘәёЦКБҝЎЈЛщТФФЪҪшРРЙўИИЖч№№јюұнГжҙҰАнЎўЧйЧ°ј°ЗҘәёЗ°¶јУҰёГұЈіЦТ»¶ЁөД»·ҫіКӘ¶И,»тІЙИЎәжПдҪшРРәжёЙФпјУ№ӨЈ¬ҝШЦЖУЙУЪ»·ҫіКӘ¶ИФміЙөДЙўИИЖч№№јюұнГжЛ®·Цә¬БҝЎЈБгІҝјюЗеПҙТФәуұШРлФЪ24РЎКұДЪҪшРРЧ°ЕдІўЗТХжҝХЗҘәёЎЈБгІҝјюЗеПҙТФәуҪшХжҝХЗҘәёВҜөДј«ПЮКұјдІ»ФКРні¬№э72РЎКұЎЈі¬№э72РЎКұұШРлЦШРВҪшРРЗеПҙІўәжёЙЎЈ
ХжҝХЗҘәёИұПЭөДЦчТӘПЦПуУРЈә
1 ВюБч
ВюБчКЗЗҘәёКұЗҘБПБч№эЗҘәёҪУН·ҙҰФЪДёІДЙПЛщРОіЙөДұЎөДЗҘБПёІёЗІгЎЈ
(1)ВюБчФӯТт
№ӨЧ°јРҫЯФЪЗҘәёОВ¶ИКұУҰУРТ»¶ЁөДөҜРФәНёЦ¶ИЈ¬К№әё·мБӘҪУҙҰУРәПККөДјдП¶Ј¬РОіЙГ«ПёПЦПуОьёҪЧЎИЫ»ҜЗҘБПЎЈ№ӨЧ°Ч°јРІ»ҪфЈ¬ЗҘәёЧйјю·мП¶М«ҙуҫНұЈіЦІ»ЧЎЗҘБПЈ¬ІъЙъВюБчИұПЭЎЈ№ӨЧ°ёЦ¶ИөНЈ¬јУИИәуИИұдРОәНЦШБҰЧчУГТэЖрЗҘәёЧйјюБӘҪб·мП¶ФцҙуЈ¬І»ДЬРОіЙЗҘБПөДГ«ПёПЦПуТІөјЦВЗҘБПВюБчЎЈХжҝХЗҘәёКЗ·шЙдҙ«ИИЈ¬№ӨЧ°јРҫЯөДИИИЭБҝҙуЈ¬ЗҘәёБгјюөДЙэОВЛЩВКРЎЈ¬ФЪЗҘБПөД№МТ»ТәПаОВ¶ИЗшјдНЈБфКұјдіӨЈ¬ЗҘБПөНИЫөгЧй·Ц»У·ўҪП¶аЈ¬Н¬КұЗҘјБөДЧчУГКұјдТІіӨЈ¬БҪХЯҪшТ»ІҪЖЖ»өБЛТәМ¬ЗҘБПөДұнГжХЕБҰЈ¬№э¶ИёДЙЖБЛЗҘБП¶ФДёІДөДИуКӘРФЎЈЧ°ВҜБҝҙуЈ¬ЙэҪөОВЛЩВКРЎЈ¬ұЈОВКұјдіӨөИәН№ӨЧ°јРҫЯИИИЭБҝҙуТ»СщЈ¬ЗҘБПФЪТәМ¬НЈБфКұјдіӨЈ¬ҪөОВЛЩВКВэПаөұУЪСУіӨБЛЗҘБПТәМ¬өДұЈОВКұјдЈ¬ТІ»бІъЙъВюБчЎЈЗҘјБөДЧчУГКЗ»№ФӯұнГжөДСх»ҜДӨЎўҪөөНТәМ¬ЗҘБПөДұнГжХЕБҰЈ¬ёДЙЖЗҘБП¶ФДёІДөДИуКӘРФЎЈВБХжҝХЗҘәёГҫ·ЫЗҘјБөДК№УГБҝТ»°гІ»ҙуУЪ2 gЈҜmЎЈЈ¬К№УГБҝ»№ТтБгјюөДРОЧҙЎўұнГж»эЎўЧ°ВҜБҝөДІ»Н¬¶шТмЎЈЗҘјБК№УГБҝҙуЈ¬ЗҘБП¶ФДёІДөДИуКӘРФМ«әГ¶шөјЦВЗҘБПВюБчЎЈұЈОВОВ¶ИёЯЈ¬ТәМ¬ЗҘБПөДұнГжХЕБҰРЎЈ¬ЗҘјБҪөөНұнГжХЕБҰөДЧчУГФцЗҝөИХвР©ТтЛШЧЫәПЧчУГөДҪб№ыТэЖрЗҘБПВюБчЎЈ№ӨјюФЪЗҘБПөД№МТ»ТәПаОВ¶ИЗшјдНЈБфКұјдіӨ¶шөјЦВВюБчЎЈ
(2)ПыіэҙлК©
ҝЙТФФцҙу№ӨЧ°Ч°јРБҰЈ¬ЛхРЎЗҘәёЧйјюБ¬ҪУ·мП¶ЎЈМбёЯ№ӨЧ°јРҫЯёЦ¶ИЈ¬ұЈЦӨИИЧҙМ¬КұБ¬ҪУ·мП¶І»ұдҙуЎЈпОҝХјхЗб№ӨЧ°ЦШБҝ»тХЯУГКҜД«ҙъМжІҝ·ЦёЦІДЈ¬ТФјхЙЩ№ӨЧ°өДИИИЭБҝЎЈјхЙЩЗҘјБУГБҝЈ¬ФЪБ¬РшЗҘәёКұУҰЦрВҜјхЙЩЗҘјБУГБҝЎЈІЙУГ·ЦҪЧ¶ОЙэҪөОВЈ¬ФЪЗҘБП№МТ»ТәПаОВ¶ИЗшјдҝмЛЩЙэҪөОВЈ¬Лх¶МЗҘәёұЈОВКұјдЈ¬ҪөөНЗҘәёұЈОВОВ¶ИЈ¬јхЙЩЧ°ВҜБҝЎЈ
2 ИЬКҙ
ИЬКҙКЗДёІДұнГжұ»ИЫ»ҜөДЗҘБПИЫҪв¶шРОіЙөД°јПЭ ЎЈ
(1)ИЬКҙФӯТт
ЗҘБПУлЗҘәёДёІДІ»ЖҘЕдЈ¬ЗҘБПУлДёІДЦРөДДіёцЧйФӘРОіЙөНИЫөгПаЈ¬ҪөөНБЛДёІДІҝ·ЦЗшУтөД№МПаПЯОВ¶ИЎЈ№ӨЧ°ИИИЭБҝҙу»тЧ°ВҜБҝҙу¶шөјЦВБгјюЙэОВЛЩВКВэЈ¬ФЪЗҘБП№МТ»ТәПаОВ¶ИЗшјдНЈБфКұјдМ«іӨЈ¬ФЪДіёцОВ¶ИөгЗҘБПУлДёПаЦРөДДіёцЧйФӘВзәПіЙөНИЫөгөДПа¶шөјЦВДёПаәПҪрІҝ·ЦЗшУтИЫөгҪөөН¶шИЫ»ҜЎЈВҜОВІ»ҫщФИЈ¬ЗҘәёјюҫЦІҝОВ¶ИМ«ёЯЈ¬ЗҘәёОВ¶ИМ«ёЯөјЦВҫӯЗҘБПА©ЙўЗшУтДёІДөДөНИЫөгЧй·ЦИЫ»ҜЎЈФЪЗҘБП№МТ»ТәПаПЯЗшјдЙэҪөОВВэЎЈЗҘәёұЈОВКұјдМ«іӨЎЈ
(2)ПыіэҙлК©
ҪвҫцҙлК©Т»°гКЗёь»»ЗҘБПЕЖәЕЎЈ»тФЪҪУҪьЗҘБПИЫөгКұҝмЛЩЙэОВЈ¬јхЙЩЧ°ВҜБҝЈ¬јхЗб№ӨЧ°ЦШБҝЈ¬ҪөөНЗҘәёОВ¶ИЈ¬Лх¶МХжҝХЗҘәёөДұЈОВКұјдЎЈ
3 ІъЖ·ЗҘәёЗҝ¶ИөН
(1)ФӯТт
ЗҘәёұЈОВКұјд¶МЈ¬ДіёцЧйФӘПтДёІДА©ЙўКұјд¶МЎЈФЪЗҘБП№МТ»ТәПаЗшОКЙэОВКұјдМ«іӨЈ¬ЗҘБПІҝ·ЦЧйФӘ»У·ў¶аЎЈХжҝХС№ЗҝМ«ёЯ»тХжҝХВҜР№В©ВКҙуЈ¬јУИИКұЗҘБП»тДёІДУЦІҝ·ЦСх»ҜЎЈСх»ҜДӨЗеіэІ»і№өЧЎЈЗҘБП»тДёІДФЪјоПҙКұ№эёҜКҙ¶шёДұдБЛЗҘБПөДЧй·ЦЎЈЗҘјБУГБҝЙЩЈ¬ЗҘБПөДИуКӘРФІ»әГЎЈ
(2)ПыіэҙлК©
СУіӨұЈОВКұјдЈ¬К№А©Йўід·ЦНкіЙЎЈІЙУГ·ЦЗшјдЙэОВЈ¬ФЪЗҘБП№МТ»ТәПаЗшјдҝмЛЩЙэОВЈ¬јхЙЩЗҘБПөНИЫөгЧйФӘөД»У·ўЎЈҪөөНХжҝХС№ЗҝЈ¬·АЦ№јУИИКұЗҘБП»тДёІДФЩ¶ИСх»ҜЎЈјмІйЙиұёөДС№ЙэВКЎЈФцјУјоТәЕЁ¶И»тОВ¶ИЈ¬»тСУіӨјоКҙКұјдЈ¬і№өЧЗеіэСх»ҜДӨЎЈҪөөНјоТәЕЁ¶И»тОВ¶ИЈЁТ»°гҝШЦЖФЪ60ЎгCЈ©Ј¬»тЛх¶МјоКҙКұјдЈ¬°СЗҘБП»тДёІД·ЦҝӘјоПҙЈ¬·АЦ№јоПҙКұёДұдЗҘБПөДЧй·ЦЎЈФцјУЗҘјБУГБҝЈ¬ёДЙЖЗҘБПөДИуКӘРФЎЈ
4 В©әё
В©әёКЗЗҘәёјю¶ФҪУҙҰЗҘ·мҙҰОЮЗҘБП»тЗҘБПИЫ»ҜБчК§¶шРОіЙөДОҙәёәПөД·мП¶ЎЈ
(1)ФӯТт
ЗҘБПУГБҝІ»№»»тБ¬ҪУ·мП¶ҙуЎЈЗҘәёЙэОВЛЩВКМ«ҙуөјЦВБгјюұдРОҙуК№БӘҪб·мП¶ФцҙуЈ¬РОІ»іЙГ«ПёПЦПуЎЈЗҘјБК№УГБҝҙуЈ¬ЗҘБПөДИуКӘРФМ«әГөјЦВЗҘБПБчК§»тЗҘәё·м№эҝнЎЈФЪЗҘБП№МТ»ТәПаПЯЗшјдЙэОВЛЩВКВэЈ¬ЗҘБПөНИЫөгЧйФӘөД»У·ў¶аёДұдБЛЗҘБПЧй·ЦЈ¬МбёЯБЛУаПВІҝ·ЦЗҘБПөДИЫөгЈ¬ҪөөНБЛЗҘБПәНДёІДјдөДПа»ҘА©ЙўЧчУГЎЈЧ°ВҜБҝҙу»т№ӨЧ°ЙијЖІ»әПАнЎЈ№ӨЧ°М«ЦШОьИИБҝМ«ҙ󣬶шөјЦВЙэОВЛЩВКВэЎЈұЈОВКұјдіӨ»тАдИҙЛЩВКВэөИЈ¬ЗҘБПөНИЫөгЧйФӘөД»У·ў¶аЎЈЗҘБП№эёҜКҙЈ¬ёДұдБЛЖдіЙ·ЦҪш¶шёДұдБЛИЫөгЎЈ
(2)ПыіэҙлК©
ФцјУЗҘБПУГБҝЈ¬Фцҙу№ӨЧ°өДјРҪфБҰЛхРЎБ¬ҪУҙҰ·мП¶ЎЈЗҘәёЗ°ФцјУЗҘәёЧйјюөДИҘУҰБҰНЛ»р№ӨРтЈ¬»тХЯ·ЦҪЧ¶ОЙэОВІўЙиЦГөИОВҪЧ¶ОЈ¬ФЪ500Ўж ТФЙПҝмЛЩЙэОВЎЈјхЙЩЗҘјБөДК№УГБҝЈ¬Б¬РшЗҘәёКұУҰЦрВҜјхЙЩЗҘјБөДК№УГБҝЎЈјхЙЩЧ°ВҜБҝЈ¬јхЗб№ӨЧ°ЦШБҝЈ¬УГКҜД«ИЎҙъІҝ·ЦІ»РвёЦЎЈЛх¶МЗҘБПјоёҜКҙКұјдЈ¬»төчХыёҜКҙ№ӨТХІОКэЈ¬ЗҘБПәНДёІДөДёҜКҙУҰ·ЦҝӘҪшРРЎЈ
5 ХлҝЧ(ЖшҝЧ)
ЗҘәё№эіМЦРИЫ»ҜЗҘБПЦРөДЖшЕЭФЪДэ№МКұРОіЙУЪұнГжөДҝЧСЁЈ¬РЎөДіЖХлҝЧЈ¬ҙуөДіЖЖшҝЧЎЈ
(1)ФӯТт
ЗҘәёКұХжҝХ¶ИҙпІ»өҪТӘЗуЈ¬ХэіЈЗҘәёХжҝХ¶ИТӘЗуФЪ2ЎӨ0ЎБ10-3PaЎЈЗҘәёВҜДЪС№БҰҙуЈ¬ЗҘБПЦРөДЖшЕЭТЭіцЧиБҰҙуЎЈЗҘБПіЙ·ЦІ»¶ФЈ¬өНИЫөгёЯХфЖшС№ФӘЛШә¬Бҝ№эёЯЎЈ
(2)ПыіэҙлК©
ФЪҪУҪьЗҘБПИЫөгҙҰЙи¶ЁұЈОВЖҪМЁТФҪөөНЗҘәёВҜДЪС№БҰЎЈјхЙЩЗҘБПЦРҙуХфЖшС№ФӘЛШә¬БҝЎЈ
6 ЗҘБПІ»И«ИЫ
ЗҘБПІ»И«ИЫКЗТ»Іҝ·ЦЗҘБПЧй·ЦИЫ»Ҝ¶шКЈПВёЯИЫөгөДЧй·ЦОҙИЫЈ¬ұн№ЫҝҙҫНКЗЗҘБПөДұнІгИЫ»Ҝ¶шЦРјдГ»УРИЫ»ҜөДИұПЭЎЈ
(1)ФӯТт
ІъЖ·Ч°ВҜБҝҙ󣬻тХЯ№ӨЧ°М«ЦШИИИЭБҝҙуЈ¬ФЪЗҘБП№МТ»ТәПаПЯЗшјдЙэОВЛЩВКВэЈ¬ФЪИЫ»Ҝ№эіМЦРЈ¬ФЪХжҝХ»·ҫіЦРЈ¬ЗҘБПөДөНИЫөгЧй·ЦЖы»Ҝ№э¶аЈ¬ёДұдБЛЗҘБПөДіЙ·ЦЈ¬К№УаПВөДЗҘБПИЫөгЙэёЯ¶шІ»ИЫЎЈ
(2)ПыіэҙлК©
·ЦҪЧ¶ОЙэОВЈ¬МбёЯЧоәуҪЧ¶ОөДЙэОВЛЩВКЈ¬ФЪ500ЎжЙиЦГөИОВ¶ОЈ¬Пыіэ№ӨјюОВ¶ИөДЦНәуТФМбёЯЗҘБП№МТ»ТәПаПЯЗшјдЙэОВЛЩВКЈ¬јхЙЩЧ°ВҜБҝЈ¬јхЗб№ӨЧ°ЦШБҝ»тёь»»Іҝ·ЦІ»РвёЦОӘКҜД«Ј¬јхЙЩ№ӨЧ°өДИИИЭБҝТФМбёЯ№ӨјюөДЙэОВЛЩВКЎЈ
7 ЗҘәёјюұдРО
(1)ФӯТт
ЙэОВЛЩВКҙуЈ¬КН·ЕУҰБҰ№эҝм»тИИУҰБҰ№эҙуЈ¬АдИҙ№эҝмТІК№ИИУҰБҰ№эҙуЎЈ№ӨЧ°ёЦ¶ИІ»Чг»тЧ°јРЗҝ¶ИІ»ЧгЎЈ
(2)ПыіэҙлК©
ЗҘәёЗ°ФцјУЗҘәёЧйјюөДИҘУҰБҰНЛ»рЈ»ІЙУГ·ЦҪЧ¶ОЙэОВЈ¬ЙиЦГөИОВЖҪМЁЈ¬ФЪҪУҪьЗҘәёұЈОВОВ¶ИКұҝмЛЩЙэОВЈ»·ЦҪЧ¶ОҝШЦЖҪөОВЈ¬ФЪЗҘБП№МПаПЯОВ¶ИТФПВВэАдЎЈМбёЯ№ӨЧ°ёЦ¶ИәНЧ°јРҫ«¶ИЎЈ
8ЎўМоП¶І»БјІҝ·ЦјдП¶Оҙұ»МоВъЎЈ
ІъЙъФӯТтОӘ:
(1) ҪУН·ЙијЖІ»әПАнЈ¬Ч°ЕдјдП¶№эҙу»т№эРЎЈ¬Ч°ЕдКұБгјюНбРұЎЈ
(2)ЗҘјБІ»әПККЈ¬Из»оРФІоЈ¬ЗҘјБУлХлБПИЫ»ҜОВ¶ИПа Іо№эҙуЈ¬ЗҘјБМоП¶ДЬБҰІоөИЈ¬»тХЯКЗЖшМеұЈ»ӨЗҘәёКұЖш Меҙҝ¶ИөНәНХжҝХЗҘәёКұХжҝХ¶ИөНЎЈ
(3)ЗҘБПСЎУГІ»өұЈ¬ИзЗҘБПөДИуКӘЧчУГІоЈ¬ЗҘБПБҝІ»ЧгЎЈ
(4)ЗҘБП°ІЦГІ»өұЎЈ
(5)ЗҘәёЗ°Чјұё№ӨЧчІ»јСЈ¬ИзЗеАнІ»ҫ»өИЎЈ
(6)ЗҘәёОВ¶И №эөН»т·ЦІјІ»ҫщФИЎЈ
9ЗҘәёЖшҝЧІъЙъФӯТтОӘ:
(1)ҪУН·јдП¶СЎФсІ»өұЎЈ
(2)ЗҘәёЗ°БгјюЗеАнІ»ҫ»ЎЈ
(3)ЗҘјБИҘДӨЧчУГ»тұЈ»ӨЖш МеИҘСх»ҜОпЧчУГИхЎЈ
(4)ЗҘБПФЪЗҘәёКұОціцЖшМе»тЗҘБП №эИИЎЈ
10ЎўЗҘ·мјРФьІъЙъФӯТтОӘ:
(l)ЗҘјБК№УГБҝ№э¶а»т№эЙЩЎЈ
(2)ҪУН·јдП¶СЎФсІ»өұЎЈ
(3)ЗҘБПҙУҪУН·БҪГжМо·мЎЈ
(4)ЗҘБПУлЗҘјБөДИЫ»ҜОВ¶ИІ»ЖҘЕдЎЈ
(5)ЗҘјБГЬ¶И№эҙуЎЈ
(6)јУИИІ»ҫщФИЎЈ
11ЎўЗҘ·мҝӘБСІъЙъФӯТтОӘ:
(1)УЙУЪТмЦЦДёІДөДИИЕт ХНПөКэІ»Н¬Ј¬АдИҙ№эіМЦРРОіЙөДДЪУҰБҰ№эҙуЎЈ
(2)Н¬ЦЦІДБПЗҘәёјУИИІ»ҫщФИЈ¬ФміЙАдИҙ№эіМЦРКХЛхІ»Т»ЦВЎЈ
(3)ЗҘБПДэ№МКұЈ¬БгјюПа»Ҙҙн¶ҜЎЈ
(4)ЗҘБПҪбҫ§ОВ¶Ијдёф №эҙуЎЈ
(5)ЗҘ·мҙаРФ№эҙуЎЈ
12ЎўДёІДҝӘБСІъЙъФӯТтОӘ:
(1)ДёІД№эЙХ»т№эИИЎЈ
(2) ЗҘБППтДёІДҫ§јдЙшИлЈ¬РОіЙҙаРФПаЎЈ
(3)јУИИІ»ҫщФИ»т УЙУЪёХРФјРіЦ¶шТэЖр№эҙуөДДЪУҰБҰЎЈ
(4)№ӨјюұҫЙнУРДЪ УҰБҰ¶шТэЖрөДУҰБҰёҜКҙЎЈ
(5)БҪЦЦИИЕтХНПөКэПаІо№эҙу¶шЛЬРФЖ«өНөДТмЦЦДёІДЎЈ
13ДёІДұ»ИЬКҙІъЙъФӯТтОӘ:
(l)ЗҘәёОВ¶И№эёЯЈ¬ұЈОВКұјд№эіӨЎЈ
(2)ДёІДУлЗҘБПЦ®јдөДЧчУГМ«ҫзБТЎЈ
(3)ЗҘБПБҝ№э¶аЎЈ
ЗҘБПБчК§ІъЙъФӯТтОӘ:
(1)ЗҘәёОВ¶И№эёЯ»тұЈОВ Кұјд№эіӨЎЈ
(2)ЗҘБПО»ЦГІ»өұТФЦВОҙЖрГ«ПёЧчУГЎЈ
(3)ҫЦІҝјдП¶№эҙуЎЈ
ёчЦЦІДБПөДЗҘәёРФ
|
ІД БП |
ЗҘәёРФ |
ЗҘ БП |
ЗҘ јБ |
ёҪ Чў |
|
УІЗҘәё |
ИнЗҘәё |
|
|
|
|
|
|
|
|
|
|
МјёЦЎўөНәПҪрҪб№№ёЦ |
УЕ |
УЕ |
НӯРҝЗҘБПHL-104
ЧПНӯ
Тш»щЗҘБП
ОэЗҰЗҘБП |
ЕрЙ°»тЕрЙ°ЎўЕрЛб»мәПОп
ЕрЙ°»тұЈ»ӨЖшМеЗҘәё
OJ102 OJ104
ВИ»ҜРҝ»тВИ»ҜРҝјУВИ»Ҝп§ |
|
|
|
МјЛШ№ӨҫЯёЦ |
Бј |
- |
HL-104
ЧПНӯ
Тш»щЗҘБП |
ЕрЙ°»тЕрЙ°ЎўЕрЛб»мәПОп
ЕрЙ°»тұЈ»ӨЖшМеЗҘәё
OJ102 OJ104 |
|
|
|
ёЯЛЩёЦәНМјёЦ |
Бј |
- |
ёЯМјГММъ |
ЕрЙ° |
|
|
|
УІЦКәПҪр |
Бј |
- |
HL-104
HL-301 |
ЕрЙ°»тЕрЙ°ЎўЕрЛб»мәПОп
OJ102 |
|
|
|
ЦэМъ |
Бј |
- |
HL-104
Тш»щЗҘБП |
ЕрЙ°»тЕрЙ°ЎўЕрЛб»мәПОп
OJ102 |
|
|
І»РвёЦ |
1Cr18Ni9Ti |
Бј |
Бј |
НӯДшЗҘБП
Нӯ
Тш»щЗҘБП
Дш»щЗҘБП
ГМ»щЗҘБП
ОэЗҰЗҘБП |
OJ104
OJ104,ЖшМеұЈ»Өәё
OJ102,OJ104
201әЕ,ЖшМеұЈ»Ө»тХжҝХЗҘәё
ұЈ»ӨЖшМе»тХжҝХЗҘәё
БЧЛбЛ®ИЬТәЎўВИ»ҜРҝСОЛбЛ®ИЬТә |
|
|
І»РвёЦ |
1Cr3 |
Бј |
- |
НӯДшЗҘБП
Нӯ
Тш»щЗҘБП
Дш»щЗҘБП
ГМ»щЗҘБП
ОэЗҰЗҘБП |
OJ104
OJ104,ЖшМеұЈ»Өәё
OJ102,OJ104
201әЕ,ЖшМеұЈ»Ө»тХжҝХЗҘәё
ұЈ»ӨЖшМе»тХжҝХЗҘәё
БЧЛбЛ®ИЬТәЎўВИ»ҜРҝСОЛбЛ®ИЬТә |
|
|
|
ёЯОВәПҪр |
Бј |
- |
Тш»щЗҘБП
Нӯ
Дш»щЗҘБП |
OJ102
ұЈ»ӨЖшМе»тХжҝХЗҘәё
ұЈ»ӨЖшМе»тХжҝХЗҘәё |
|
|
|
Тш |
УЕ |
УЕ |
Тш»щЗҘБП
ОэЗҰЗҘБП |
OJ102,OJ104
ЛЙПгҫЖҫ«ИЬТә |
|
|
|
НӯЎў»ЖНӯЎўЗаНӯ |
УЕ |
УЕ |
НӯБЧЗҘБП
НӯРҝЗҘБП
Тш»щЗҘБП
пУ»щЗҘБП
ЗҰ»щЗҘБП
ОэЗҰЗҘБП |
әёНӯІ»УГЗҘјБЎЈәёНӯәПҪрУГЕрЙ°»тЕрЙ°ЎўЕрЛб»мәПОп
ЕрЙ°»тЕрЙ°ЎўЕрЛб»мәПОп
OJ102 OJ104
OJ205
ВИ»ҜРҝЛ®ИЬТә
ЛЙПгҫЖҫ«ИЬТәЎўВИ»ҜРҝ»тВИ»ҜРҝЎўВИ»Ҝп§Л®ИЬТә |
|
|
ВБәНВБәПҪр |
L2,LF21 |
УЕ |
УЕ |
ВБ»щЗҘБП
HJ501РҝОэЗҘБП
HJ502РҝпУЗҘБП
HJ607ВБИнЗҘБП
HJ607ВБИнЗҘБП
ВБЗҘәё°е |
OJ201, OJ206
№ОІБ·Ё
OJ203
OJ204
OJ202
ҪюХҙЗҘәёУГЗҘјБ1әЕ,2әЕ |
ХжҝХЗҘәёКұІ»УГЗҘјБ
|
|
ВБәНВБәПҪр |
LF1,LF1-2 |
Бј |
Бј |
|
|
|
|
ВБәНВБәПҪр |
LF5,LF6, <, /P,><, /TD,>
|
Іо |
|
|
|
|
ВБәНВБәПҪр |
LD2 |
Бј |
- |
ВБ»щЗҘБП |
OJ201, OJ206 |
ЧўТв·АЦ№№эЙХ |
|
ВБәНВБәПҪр |
LD5,LD6 |
А§ДС |
- |
HL402ВБ»щЗҘБП |
ҪюХҙЗҘәёУГЗҘјБ1әЕ,2әЕ |
ТЧ№эЙХ,ҪЁТйУГҪюХҙЗҘәё |
|
ВБәНВБәПҪр |
LY12,LC4 |
Іо |
- |
|
|
ј«ТЧ№эЙХ,І»ТЛЗҘәё |
|
ЦэВБәПҪр |
Al-CuПө |
А§ДС |
- |
HL505 |
OJ202 |
ИЭТЧ№эЙХ |
|
ЦэВБәПҪр |
Al-SiПө |
А§ДС |
- |
HL401, HL505 |
OJ201, OJ202 |
ИуКӘРФІо |
|
ЦэВБәПҪр |
Al-MgПө |
Іо |
- |
|
|
ұнГжСх»ҜОпДСіэЎўДСәё |
|
ЦэВБәПҪр |
Al-ZnПө |
Бј |
- |
ВБ»щЗҘБП |
OJ201, OJ206 |
|
|
ЦэВБәПҪр |
С№Цэјю |
Іо |
- |
|
|
ДёІДұнГжЖрЕЭ |
|
|
оСәНоСәПҪр |
Бј |
- |
Ag-5Al-0.5Mn Ti-15Cu-15Ni |
ХжҝХ»тЖшМеұЈ»ӨЗҘәё |
ҪУН·ЛЬРФҪПөН |
|
|
ҪрёХКҜәНёЦ |
- |
- |
HL104 |
ЕрЙ°, ЧўТв·АЦ№БСОЖ
|
|
|
ВБәННӯ |
- |
- |
90Sn-10Zn
99Zn-1Pb |
OJ203
ЛЙПгҫЖҫ«ҪюХҙЗҘәё |
ТІҝЙТФВБұнГж¶ЖНӯәуҪшРРЗҘәё |
|
|
оСәНёЦ,оСәНІ»РвёЦ |
- |
- |
HL308
Ag-5Al-0.5Mn |
ХжҝХ»тЖшМеұЈ»ӨЗҘәё |
ҪУН·ҪПҙа |
|
|
ВБәНМъ |
- |
- |
HL502
90Sn-10Zn |
OJ205
OJ203 |
ТІҝЙТФВБұнГж¶ЖНӯәуҪшРРЗҘәё |
|
|
МХҙЙ-МХҙЙ,МХҙЙ-ҪрКф |
- |
- |
72Ag-28Cu+Ti·Ы |
ХжҝХ»тЖшМеұЈ»ӨЗҘәё |
»тФЪМХҙЙұнГжҪрКф»ҜәуЈ¬ФЩЗҘәё |
|
|
КҜД« |
- |
- |
72Ag-28Cu+Ti·Ы, Ti-Cu, Ti-Ni |
ХжҝХ»тЖшМеұЈ»ӨЗҘәё |
|
|
ҪбЎЎВЫ
НЁ№эТФЙПөД·ЦОц,ОӘБЛјхЙЩ»тҪөөНХжҝХЗҘәёәуЙўИИЖчөДР№В©ВК,УҰЧцәГТФПВ№ӨЧч:
(1)ЛщУГФӯІДБПУҰИ·ұЈІъЖ·ЦКБҝ,ТӘҙУХэ№жЎўЧЁТөі§јТ№әҪш;
(2)СПёс°ҙХХХжҝХЗҘәё№ӨТХіМРтҪшРРұёБПЎўұнГжЗеПҙҙҰАнЎўЧйЧ°ЎўЗҘәё;
(3)ТӘФЪКөјщЦР¶ФХжҝХөДЗҘәёОВ¶ИЎўұЈОВКұјдЎўХжҝХ¶ИөИЗҘәё№ӨТХЦЖ¶ИҪшРРУЕ»ҜІўСПёсҝШЦЖ;
(4)ҝШЦЖ»·ҫіКӘ¶И»т¶ФІъЖ·ҪшРРФӨәжЈә°ҙНЁУГәжёЙ№ӨТХ¶ФІъЖ·ҪшРРәжёЙЈ¬әжёЙЧӘЛЩ200ЎА50r/minЈ¬әжёЙОВ¶И200ЎА10ЎжЎЈ
(5)ХжҝХЗҘәёәуІъЖ·ЗеҪа¶ИөДҝШЦЖЗлПВФШЈәVDA19ЖыіөЦКБҝ№ЬАнЗеҪа¶ИұкЧјЦРОД°жЈә VDA19ЗеҪа¶ИұкЧј ЎЈ
ОТГЗІ»ҪцКЗВфЙиұёЈ¬ОТГЗ»№МṩЧоУЕРгөД·юОсЈ¬УГОТЧоҙуөДіПРДЈ¬»»ИЎДг¶ФОТЧоҙуөДРЕРДЎЈ
¶«ҝЎХжҝХЗҘәё№ӨЧчКТ
өШЦ·:ҪӯЛХКЎСпЦЭКРО¬СпВ·349әЕ
УКХюұаВлЈә225000
БӘПөИЛЈә ІМ¶«ҝЎ
SKYPE:jsyzcdj
БӘПөКЦ»ъЈә13905275926
QQЈә649200691
SKYPEЈәjsyzcdj@126.com
ХжҝХЗҘәё№ӨТХЦ§іЦE-mail:vacuum.brazing@gmail.com
Нш Ц·Јәhttp://www.brazing.com.cn
РВјУЖВБӘПөөШЦ·Јә10 Anson Road#05-17,Singpore 079903
Singpore 079903
БӘПөИЛЈә Feng Guo An
БӘПөөз»°:+65-6756 3629
КЦ»ъЈә+0065-6756 3629
ҙ« Хж: +0065-6754 8382
өзЧУУКјюЈәfengga@el.sg
|


