�������ϣ���ӭɨ���·���ά��
��ע�������ǥ���������Ź��ں�

���ǥ��
һ������
���ǥ�����ڹ������ӣ������ۺ�������ͬ�����ǥ��ʱĸ�IJ��ۻ������ڲ��ñ�ĸ���ۻ��¶ȵ͵�ǥ�ϣ������ǥ��¯������������¶Ȳ�ȡ����ĸ�Ĺ����߶�����ǥ��Һ���ߵ�һ�����ӷ������������ӵ������ǥ�ϼ��ȵ�ǥ���ۻ�������Һ̬ǥ����ĸ�ı�����ʪ����չ��ĸ����ܽ����ɢ����ĸ�ļ�϶����ʪ��ëϸ�����������ĸ����ܽ����ɢ��ʵ�����������ӡ�
���ǥ��ͬ�ۺ�������ȣ����ǥ�����������ŵ㣺
1.���ǥ��ǥ�������¶ȵͣ���ĸ����֯�����ܵ�Ӱ���С��
2.���ǥ��ǥ����ͷƽ���⻬���������ۣ�
3.���ǥ���������ν�С�������Dz��þ��ȼ��ȣ������ǥ��¯��ǥ������ǥ�������������ı��οɼ�С����ͳ̶ȣ����ױ�֤�����ijߴ羫�ȣ�
4.ijЩǥ������һ�οɺ��ɼ�ʮ����ɰ���ǥ�죬�����ʸߣ�
5.���ǥ������ʵ�����ֽ�����Ͻ𡢽�����ǽ��������ӣ�
6.��һ��ǥ������ڽ��ĺ�����ͬ�����棬����ʱ��Ʒ���Ե���װ¯���������ǥ��¯��������ͬ¯ǥ������������ߺ���Ч�ʸߣ�
7.������Ʒ�����ڳ��ܸ���ѹʱ�����Ρ�
8.��װ�о�ͨ�ã�һ����Ͷ��ɱ���ͨ������ҪΪ��Ʒ���������Ͷ�롣
9.�����������Ⱦ��ȣ���Ӧ��С���ɽ����������Ƶ���С�̶ȣ���ʵ��С����ƽ���ӹ���
10.�����������������,���������������̼����̼����Ⱦ���ʵ�����,ǥ��������ۣ��Ѹ�ʴ��
11.��Ӧ��������ṹ���ݲ���������Ƹ�����������������Ʒ����ɢ�����Ը���Խ�����ȶ���
���ǥ����ԭ����
1����ָ������������ڽ��м��Ⱥ��ӣ���Ҫ����Ҫ�������ߵIJ�Ʒ�����������ϵĺ��ӣ�
2�����ǥ�����ڹ������ӣ����ǥ��ʱĸ�IJ��ۻ������ڲ��ñ�ĸ���ۻ��¶ȵ͵�ǥ�ϣ������¶Ȳ�ȡ����ĸ�Ĺ����߶�����ǥ��Һ���ߵ�һ�����ӷ�����
3�������ӵ������ǥ�������ǥ��¯�м��ȵ�ǥ���ۻ�������Һ̬ǥ����ĸ�ı�����ʪ����չ��ĸ����ܽ����ɢ����ĸ�ļ�϶����ʪ��ëϸ�����������ĸ����ܽ����ɢ��ʵ�����������ӣ�
4�����ǥ���ǽ�����ջ������벻ͬ�����û����������Ĥ������ǥ������������˲�Ʒ�Ŀ���ʴ�ԣ�
5��ǥ�ϵ�ʪ���Ժ����������ã����Ժ������Ӻ���Сͨ���IJ�λ���кܸߵij�Ʒ�ʣ��кõİ�ȫ����������
���ǣ����ǥ��ǥ��Ҳ����������ȱ�㣺
�������ǥ��¯�豸Ͷ�ʱȽϴ����ǥ��ǰ����Ҳ�ȽϹؼ�������ǰ��Ҫ��ϴ������豸����Ʒװ���Ժ���Ҫ��ǰ����Ԥ��ɹ���Ʒװ���Ժ���Ҫ��24Сʱ������ǥ��¯�������ǥ��������������ʱ�䣬�㲿����Ҫ������ϴ�������˳ɱ���
1.���º��Ӻ����Ӳ�Ƚ��ͣ��еIJ�ƷҪ����Ҫ�����ȴ������Ӳ�ȣ�����������ɱ���
2.���ǥ�����������ж����ǥ������Ҫ��ߣ�����նȡ��������ʡ���ȴ���ʡ����ǥ��¯��ľ�����Ҫ��ߡ������ǥ��������ԱҪ��ߡ����ǥ�������Ѷȴ�
3.�������óɱ��ߡ���Ʒ��������
4.���ǥ��Ч�ʲ��ߣ����ǥ��ʱ�䳤��һ¯ʱ������Ҫ6Сʱ�����ǥ��¯�ܺĸߡ�
5.���ǥ��ǥ����ͷǿ�ȱȽϵ͡����������Ƚϲ����ĸ����ǥ�ϳɷ����ϴ������ĵ绯ѧ��ʴ��ʹ��ʴ���ϲװ��Ҫ��Ƚϸߵȡ�
6.���ǥ���Ժ��Ʒ�����ļ�����ҪͶ����ռ�©�ǡ���ռ�©�Ƿ��ñȽϸߡ���©�õĺ���ʹ�óɱ����DZȽϸߡ������IJɹ�Ҳ����̫���㡣
7.���ǥ���Ժ���ȴ�õĵ�����������Ʒ����Ҫ����Ͷ�ʵ��������ޡ������������������ܵ���
����ʹ��ǥ�ϵIJ�ͬ��ǥ��һ���Ϊ��
1����ǥ������ǥ��Һ�����¶ȵ���450�档
2��Ӳǥ������ǥ��Һ�����¶ȸ���450�档
���⣬ijЩ���ҽ�ǥ���¶ȳ���900����ֲ�ʹ��ǥ����ǥ�������������ǥ�������屣��ǥ������������ǥ����
����ǥ������
ǥ������ͨ��������Ӧ�õ���Դ�������ģ�����Ҫ������������Դ���������ȵ���Ҫ���¶ȣ���������Դ�ķ�չ��ʹ�ã������������˲����µ�ǥ�������������ȷ�ʽ����ǥ����������ͼ1��ʾ��

ͼ1 ǥ������������
1������ǥ��
����ǥ�������ÿ�ȼ���壨����Һ��ȼ�ϵķ��������Կ���������ȼ��Ļ�����м��ȡ�����ǥ�������豸��ȼ����Դ�㡢����Դ����Ӧ�úܹ㡣
����ǥ�����ú��������ͨ�õ������棬Ҳ������ר�õ�ǥ���档ר��ǥ������ص��ǻ���ȽϷ�ɢ�����ȼ��г̶Ƚϵͣ�������ȱȽϾ��ȡ�ǥ���Ƚϴ�Ĺ������е������ǥ��ʱ�ɲ���װ�ж��������ר��ǥ���档
���ǥ�����õĿ�ȼ�����������Ȳ�����顢ʯ�������������͡�ú���ȡ���ȼ����Ϊ����ѹ�����塣���ȷ�Χʮ�ֹ������Ӿƾ���Ƶ����ٶȵ�����Ȳ����ij���3000�档����������ṹ����㵭��ɫ�Ĺ�״���������桢ȼ����ȫ���¶���ߣ����������ȼ�������ʹ�������������������ڲ�����ɫ�������ǻ�ԭ�棬�¶Ƚϵͣ�ȱ������һ����̼���ܱ�������������������ȼ����ȼ�ղ��ﶼ��CO2����ˮ������������ֻ��ˮ��������������ǥ������ǥ�ϣ��ɻ����ˮ������Ӧ������һ���ء�
����Ȳ������õĻ��棬���ڻ����¶ȸߣ���ǥ���¶���͵öࡣ��˳��û�������������ȣ���Ϊ����������¶ȵͶ�������ȱȽϾ��ȡ�һ��ʹ�����Ի����������Ȳ�档
�������¶Ȳ�Ҫ��̫��ʱ��������ѹ���������������ñ��顢ʯ�������������ʹ�����Ȳ����Щ������¶Ƚϵͣ����Ҳ�����Ȳ�Ļ����ֲ�����Ⱦǥ����������ǥ���Ƚ�С�Ĺ����Լ��������Ͻ�
����ǥ��ʱ����ǥ����ҺԤ��Ϳ�ڽ�ͷ�����ϻ����Ƚ�ǥ�ϰ����ȣ�մ��ǥ�����ٴ��������˵Ľ�ͷ���档ǥ�Ͽ�Ԥ�Ȱ�װ���ֹ��ͽ���ǥ��ʱӦ�Ƚ��������ȵؼ��ȵ�ǥ���¶ȣ�Ȼ���ټ�ǥ�ϣ�����ǥ�ϲ��ܾ��ȵ�����϶������Ԥ��ǥ�ϵĽ�ͷ��ҲӦ�ȼ��ȹ����������������ǥ��ֱ�ӽӴ���ʹ������ۻ�������ǥ�Ͻ���ǥ��ʱ�����ɲ�����������ȡ�
����ǥ��ʱ�������õ���ǥ�����������ö��溸�档ǥ����ʽ���ֹ������⣬����ר�ŵ��Զ�����ǥ������ͼ2��ʾ�ļ�Ϊ���ֻ���ǥ�����豸��
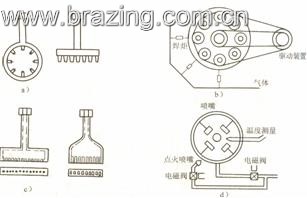
ͼ2 ���ֻ���ǥ���豸
a)��b)һ���ֶ������ c)��d)һ��ͷ�̶�ʽǥ��װ��
2������ǥ��
����ǥ���ǽ������ֲ�������Ͷ����̬���λ�������ԡ����ǥ�ϣ��ƽ���ԡ���ж�ʵ�ּ��Ⱥ�ǥ���ķ����������ŵ��Ǽ���Ѹ�٣������ʸߣ�Һ̬���ʱ������������������ʱ����ͬʱ��ɴ����ȴ������̣��ر������ڴ���������
����ǥ���ɷ�Ϊ��ԡǥ���ͽ���ԡǥ����
��1����ԡǥ�� ��ԡǥ����Ҫ����Ӳǥ������Һ�����Ǽ��Ⱥͱ����Ľ��ʣ��ʱ���������ȷѡ��
��Һ�ɷ�Ӧ���㣬���к��ʵ��ۻ��¶ȣ��ɷֺ������ȶ����Թ����𱣻����á���Һ�����ͨ�������¼��ࣺ���������Σ������Է�ֹ��������������������ͭǥ����̼ͭ�⣬��ͭ��ǥ�Ϻ�����ǥ��ǥ��ʱ��Ӧ�ڹ�����ʩ��ǥ����ǥ����������װǰ����װ�����л���װ��ͨ��ˢ����մ�������ȷ�ʽ�ӵ������ϡ��������������м�������ǥ����̨��ɰ���������ԡ��ȥ������������ʱ���ڹ����ϲ�����ʩ��ǥ����Ϊ�˱�����Һ��ȥ������������Ҫ�����Եؼ��벹��ǥ��������̼���Ȼ��Σ���Щ�α�������ǥ�������⣬��ǥ����ʱ���пɶԸֱ�������̼���������á���ǥ���������ϺϽ��õ���Һ���ǵ��ȵĽ��ʣ�����ǥ�������е�ǥ����Ϊ�˱�֤ǥ�����������붨�ڼ����Һ����ּ����ʺ��������Ե�����
��ԡ����ǥ������Ҫ�豸����ԡ�ۡ����ȷ�ʽ�����֡�һ��������ʽ�ģ���ԡ��ʵ����һ����������������̼�֣���������죻������ǥ��ʱ�������ײ���Ӧ����ʯīש���ⲿ�õ���˿���ȡ���һ��������ʽ�ģ���ԡ�۵��ڱ���������Һ��ʴ�IJ����Ƴɣ�ͨ��Ϊ����ֻ����ש������ǥ����ԡ�۲���ϵ̼�ֻ�ͭ����ǥ�����õ���ԡ�۵ĵ缫���������ʯī����֡�Ϊ�˲�����ȫ�����õ͵�ѹ��10��15V����������ȡ�������ͨ����Һʱ�����ڵ�ų��Ľ������á�������Һ�¶ȱȽϾ��ȣ��ɿ����ڡ�3�淶Χ�ڡ�����Һ�ĵ��ѭ�����ÿ���ʹ�����ǥ�Ϸ�����λ����˱����������пɿ��Ĺ̶���
������ԡǰ��Ϊ��ȥ��ˮ�ּ����ȼ��ȣ�װ��õĹ���Ҫ����Ԥ�ȡ���Ϊ��ȥ��������ǥ����ˮ�֣��Է�ֹ��Һ�ɽ�����Ԥ���ȵ�120��150�漴�ɡ���Ϊ�˼�С��������ʱ��ԡ�¶ȵ��½�������ǥ��ʱ�䣬�����־��ȼ��ȣ�Ԥ���¶ȿ���ߡ�
ǥ��ʱ������ͨ����ijһ�Ƕ���б������ԡ������������������谭��Һ���룬���©ǥ��ǥ����������ҲӦ��һ���Ƕ�ȡ�����Ա���Һ����������Dz��ܹ�������ǰδ���̵�ǥ����������ʧ��
��ԡ����ǥ�����ŵ��������ʸߣ�����ʵ�ֻ�е������������������������֮�������ַ����������ڼ�Ъ��������������״���������Һ����ȫ������������������ԡǥ���ɱ��ߣ���Ⱦ���أ����Ѳ�̫��������ǥ����ʽ��
��2������ԡǥ������ǥ�������ǽ�װ��õĹ���������̬ǥ���У�������̬ǥ�ϵ�����ʹ�������ȵ��涨�¶ȡ����ͬʱ��ǥ�������ͷ��϶�����ǥ�����̡�
ʩ��ǥ���ķ�ʽ�����֣�һ�����Ƚ���������ǥ����Һ�У�ȡ��������ٽ�����̬ǥ�ϣ���һ��������̬ǥ�ϱ����һ����̬ǥ��������ͨ����̬ǥ��ʱ��մ����ǥ����Ϊ�˷�ֹ��̬ǥ����ʧЧ�����벻�ϸ���������̬ǥ�ϵ�������
���ַ������ŵ���װ��Ƚ����ף����ذ���ǥ�ϣ��������ʸߡ��ر��ʺ���ǥ�������ӵĹ�������ɢ�����ȣ���ȱ���ǹ�������մ��ǥ�ϣ�������ǥ�ϵ�����������Ҫʱ����������治Ӧմ����ǥ�ϡ�������ǥ�ϱ����������ĸ�ĵ��ܽ⣬��̬ǥ�ϳɷ��������仯����Ҫ���ϵľ����ͽ��б�Ҫ�ĸ��¡�
����ԡǥ��������̬ǥ�ϱ���������������Ҫ������ǥ����
��3������ǥ�� ����ǥ���ǽ���ԡǥ����һ�ֱ��֣���Ҫ����ӡˢ��·���ǥ�������ۻ�ǥ�ϵĵײ�����һ�ã������õ�����ʹǥ�ϲ��ϵ�����ӿ����ӡˢ��·������ǥ�ϵIJ���Ӵ���ͬʱ�洫�ʹ���ǰ�ƶ����Ӷ�ʵ��Ԫ���������뺸�̵����ӡ�
����ǥ���ֿɷ�Ϊ������ǥ����˫����ǥ���Լ�������IJ�ǥ���ȵȡ�ͼ3��ʾ����˫���庸��ʾ��ͼ��

ͼ3 ˫���庸ʾ��ͼ
����ǥ�����ص���ǥ�ϲ�����û������Ĥ����ʹǥ�����·�屣�����õؽӴ����ɴ��ӿ�ǥ���ٶȣ���������ʡ���ǥ����Һ̬��������������������Ϊ���ڱ��泣ʩ�Ӹ��Ǽ�������ÿ�������Ǧǥ�ϡ�
3������ǥ��
����ǥ���ֳ�Ϊ�Ӵ�ǥ����������������ͨ��ǥ����������������������ȹ������ۻ�ǥ�ϵġ�����ǥ����ֱ�Ӽ��Ⱥͼ�Ӽ������ַ�ʽ����ͼ4��ʾ��
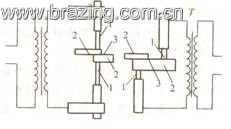
ͼ4 ����ǥ��ԭ��ͼ
a)ֱ�Ӽ���ͼ b)��Ӽ���ͼ
1-�缫 2-���� 3-ǥ��
ֱ�Ӽ��ȵ���ǥ����ǥ������ͨ���ĵ���ֱ�Ӽ��ȣ����Ⱥܿ죬��Ҫ��ǥ����������ϡ����ȳ̶��ӵ�����С��ѹ�����������ȵ�����6000��15000A��ѹ����100��2000N֮�䡣�����Ͽ�ѡ��ͭ����ͭ���⡢�١�ʯī��ͭ���ս�Ͻ�ͼ5�Ǽ��ֵ缫��ʽʾ��ͼ��
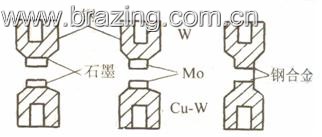
ͼ5 ���ֵ缫��ʽ
ֱ�Ӽ��ȵĵ���ǥ������ֻ�й�����ǥ�������ȣ���˼���Ѹ�٣����Թ�����״���Ӵ���ϵ�Ҫ��ߡ�ͼ6��ͼ7Ϊ����ǥ��ʱ�IJ��ּӹ�ʾ��ͼ�������ڵ��ӹ����е�Ӧ�á�

ͼ6 ����ǥ��ʵ��
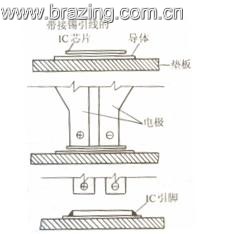
ͼ7 ����ǥ���ڵ��Ӳ�Ʒ�е�Ӧ��
��Ӽ��ȵ���ǥ����������ֻͨ��һ������������һ�������ļ��Ⱥ�ǥ�ϵ��ۻ���������ͨ����ȵĹ������ȴ�����ʵ�ֵġ�Ҳ���Խ�����ͨ��һ���ϴ��ʯī�壬�������ڴ˰��ϣ������ɵ������ȵ�ʯī��Ĵ���ʵ�м��ȡ�ֱ�Ӽ��ȵ���ǥ���ļ��ȵ�������100��3000A֮�䣬�缫ѹ��Ϊ50��500N����Ӽ��ȵ���ǥ������ԽϴԹ����Ӵ�����ϵ�Ҫ��ϵͣ���������������ֱ��ͨ�����ȵģ��������������ȣ������ٶ�����������ǥ�����������ܲ���ͺ���������Ĺ��������Ҷ�ǥ��������Ҫ����ʵ����͡�
����ǥ���㷺ʹ��ͭ��������ǥ�ϡ�ǥ�ϳ���Ƭ״���ڽ�ͷ������ijЩ����£���������ɵ�ƻ����һ�������ǥ���á�Ϊʹǥ�������磬ǥ����ˮ��Һ��ƾ���Һ����ǥ������
����ǥ������ͨ���ĵ��������Ͻ��У�Ҳ�ɲ���ר�ŵĵ���ǥ���豸���ֺ�ǯ��
����ǥ�����ŵ��Ǽ��ȼ��죬�����ʸߣ�������ǥ����ͷ�ߴ粻����״��̫���ӵĹ������絶�ߡ����ݡ����߶�ͷ���紥�㡢�綯���Ķ�����Ȧ�Լ����ɵ�·��Ԫ���������ӵȡ�
4����Ӧǥ��
��Ӧǥ�������������ڽ�����Ľ���ų��в�����Ӧ�����ĵ����������ȵ�ǥ�����������������ɹ���������������˼���Ѹ�٣����������������¯��ǥ���٣����ɷ�ֹĸ�ĵľ���������ٽᾧ�ķ�չ�����⣬����ʵ�ֶԹ����ľֲ����ȡ�
��Ӧǥ��ʱ���������ڸ�Ӧ���ڣ����������������ͨ����Ӧ��ʱ��������Χ�����˽���ų������ڵ�Ÿ�Ӧ���ã�ʹ�����ڲ�����Ӧ������������Ѹ�ټ��ȡ�
��Ӧ����������������һ��������ͨ������ʱ���ص����������ܶ�����������ģ������ܶ���С���������ν�ġ�����ЧӦ����
��Ȼ����Ӧ���ȵĺ��ȡ���ڵ����IJ���ȣ�Ƶ�����ߣ����Ⱥ����С�����������Ѹ�٣���Դŵ�����С�����Ⱥ�������Ⱥ��Ҳ����
����ָ�����Ժ������Ų��ϵ��������ɷ������ڵ���ʱ����Դŵ��ʺܴ�����������ת���¶ȣ�����㣩����ʱ������Դŵ��ʣ�ur������ΪI��������Դŵ��ʵ������仯��ʹ���Ⱥ��Ҳ��Ӧ�ı䣬��ǥ��ʱ�ɲ��ýϸߵ�Ƶ�ʣ�һ��ʹ�ò�����10KHZ�ĸ�Ƶ��Ӧ���������Ǵ��Բ��ϣ���ͭ���Ĵŵ��ʽ�С�����¶��أ�����ЧӦ��С����������ֲ��Ͼ��ȣ�����Ҳ�Ͼ��ȣ��ʸ�Ӧǥ��ʱӦ���ýϵ͵�Ƶ�ʺͽϴ�Ĺ��ʡ���Ӧǥ�����豸��Ҫ�ɸ�Ӧ������������Ӧ����ɡ�
��ӦȦ����ͼ8���Ǵ��ݸ�Ӧ�����IJ�������ӦȦ��Ƶĺû��Լ���Ӱ�켫���Ѹ�ӦȦ�ļ��ȿ���С�����Ѹ�ӦȦ�ļ��ȿ��ȴԶ��Ѹ�ӦȦ��˵���ı�ھ��ʹ������̬�����仯���ھ�Сʱ�����ȿ���С��������ȴھ�Сʱ�����ȿ���С�����ȳ��Դھ��ʱ�������෴�����ھ�ܹ���ӦȦ�빤������϶Լ��ȵ�Ӱ��Ҳ�Ƚ����ԡ�ԭ����˵����ӦȦ�빤������ϣ��������ã���ʱ����Ч����ߣ����Ⱦ��ȳ̶�Ҳ�ȽϺã�����ӦȦ�빤������ϴ����������ʱ�����Ⱦ��ȳ̶Ƚ�һ���½�������ӦȦ�빤���ľ���ϴ�ʱ���ı��ӦȦ����״��ھ࣬Ҳ�ܸ��Ƽ�����̬�������Ӹ�ӦȦ�м�Ȧ��ֱ������ò��ȵĽھࡣ���ڶ�������ʽ��ӦȦ��Ϊ���Ƽ�����̬��Ҳ����ֱ���仯�ĸ�ӦȦ�����ڵ�������ʽ��ӦȦ���ɲ��øı��ӦȦ����ķ������ﵽ�Ͼ��ȼ��ȵ�Ŀ�ġ�

ͼ8 ���ǥ����Ʒʾ��ͼ
��ӦȦ����ͭ���Ƴɣ�����ʱ�ڲ�ͨ����ȴˮ��Ϊ�������Ч�ʣ��ַ�ֹ��ӦȦ�빤��������·����ӦȦ�빤���ľ���Ϊ3��6mm����ӦȦ���Ѿ�һ��Ϊ1.5��2.2mm����Ҫʱ�ɸ��ݹ����ļ���״̬�������ʵ��ĵ�����
��Ӧǥ����ʹ�ø���ǥ�ϡ�����ǥ�����ȼ���ȴ�ٶȺܿ죬ǥ�Ϻ�ǥ������װ��ʱԤ�ȷźá���Ӧǥ�������ڿ����н����⣨��ʱһ��Ҫ��ǥ������Ҳ������ջ������н��С�����������£���ͬʱ��������ӦȦ���������ڣ�Ҳ�ɽ�װ�й������������ڸ�ӦȦ�ڣ�������������ջ�ͨ�������塣
��Ӧǥ���㷺������ǥ���֡�����֡�ͭ��ͭ�Ͻ�ȣ�����������ǥ����Ҳ������Ӳǥ������Ҫ����ǥ���Ƚ�С�Ĺ������ر������ڶԳ���״�Ĺ��������״��ͷ�����뷨��������̵����ӵȡ�
5��¯��ǥ��
¯��ǥ���ɹ㷺�����ڿ���Ԥ�Ƚ�ǥ�Ϸ��ڽ�ͷ�������ڲ��Ĺ������÷��ر������ڸ������ʵ�ǥ����Ԥ���õ�ǥ����˿����Ƭ��м�顢������ĩ������ʹ�����״��
¯��ǥ���ɷ�Ϊ����¯��ǥ������������¯��ǥ�������ǥ��¯��ǥ����¯��ǥ�����ص��ǹ���ϵ������ȣ����Ⱦ��ȣ���������С�������������������ǥ��һ¯���ȵ���ȴһ����Ҫ8Сʱ�����Ͻ����ǥ��һ����ȵ���ȴ��Ҫ6Сʱ������Ч�ʵ͡����������ǥ������һ¯����ͬʱǥ����������ֲ��������IJ��㣬������������Ϊ���ʡ�
��1������¯��ǥ�� ��װ��ǥ�Ϻ�ǥ���Ĺ�������һ��Ĺ�ҵ¯�м��ȵ��涨��ǥ���¶ȣ�ǥ���ۻ�����ȥ��ǥ����������Ĥ���ۻ���ǥ��Ȼ�������ͷ��϶���������γɽ�ͷ��
¯��ǥ��������ٶȵͣ��ڿ����м���ʱ��������������������ǥ���¶ȸ�ʱ��Ϊ������������ǥ��ȥ���������Ӧ���ܵ����ƣ�����Ϊ��������ǥ�������ǥ����ȡ��������¯��ǥ��Ŀǰ�϶������ǥ���������Ͻ���ʱҪ��¯���¶Ⱦ��ȣ������¾��Ȳ����ڡ�5�档
��2����������¯��ǥ�� ��������¯��ǥ�������������յIJ�ͬ���ɷ�Ϊ��ԭ������¯��ǥ���Ͷ�������¯��ǥ������ԭ���������Ҫ��������һ����̼���������ܷ�ֹ�������룬���ܻ�ԭ��������������������ǥ����ʪĸ�ġ�
��ԭ������Ļ�ԭ��������ͬ������һ����̼�ĺ����йأ�����ȡ������ĺ�ˮ���Ͷ�����̼�ĺ���������ĺ�ˮ����¶������ʾ����ˮ��ԽС��¶��Խ�͡�ǥ���ֺ�ͭ�Ƚ���ʱ��������Щ����������������ԭ����������Ķ�����̼������¶���Щ��ǥ�������������϶�ĺϽ��粻���ʱ��������ЩԪ�ص����������Ի�ԭ��Ӧѡ��¶��ͺ�����̼����С�����塣��ԭ������¯��ǥ��ʾ��ͼ��ͼ9��ʾ���ڸ����£���������������������һ����õĻ��Ի�ԭ�����ڸ��������У�Ӳǥ��ʱ�ر���Ҫע��¶��Ŀ��ƣ�����������ǥ�������ж�������ϸ�ؿ��ơ�����������ʹͭ���ѡ�ﯡ��ꡢ��Ƚ����������ڿ��Dz���������Ϊһ��ǥ����������ʱӦ���ء����⣬�����Ц���H������4%ʱ�����Ϊһ���ױ����塣Ӧ�������յ����ŵ����⡣

ͼ9 ��ԭ������¯��ǥ��ʾ��ͼ
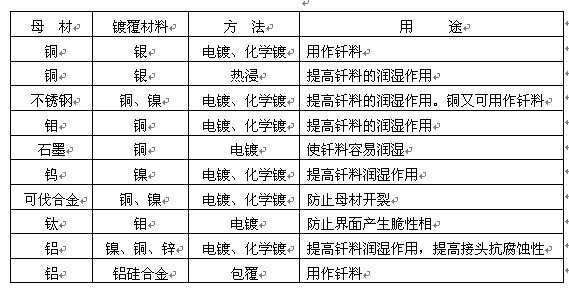
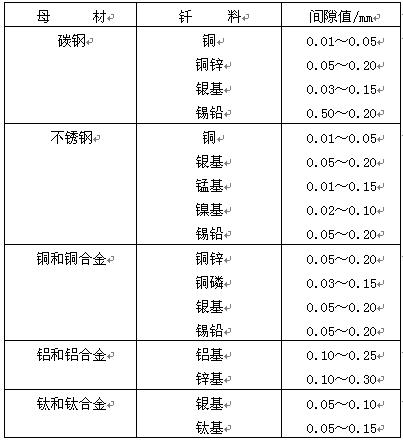
�Ƽ�����Ӳǥ�������շ�Χ�ܹ㷺������һЩ���ڱ�1�У���Щ���ݲ���ȫ���������������ϱ�����ֻ����Ϊ�ȽϹ㷺���õ�һЩ��ϵ�һ���Ը�����ϡ�н�����Ƚϸ��ӵ����ֽ����������Ӳǥ��ʱ���������պ��ȴ�����Խ�����ѧ���ܺ��ν����Բ������ָ�����Ӱ�죬���Ա���Ѱ�����˵��ν��ʩ��
��1 ��������ѧ���Ƽ�Ӳǥ��ʹ�õ�����
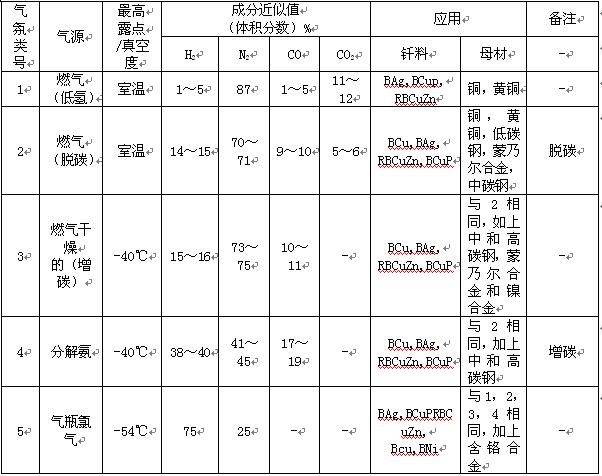
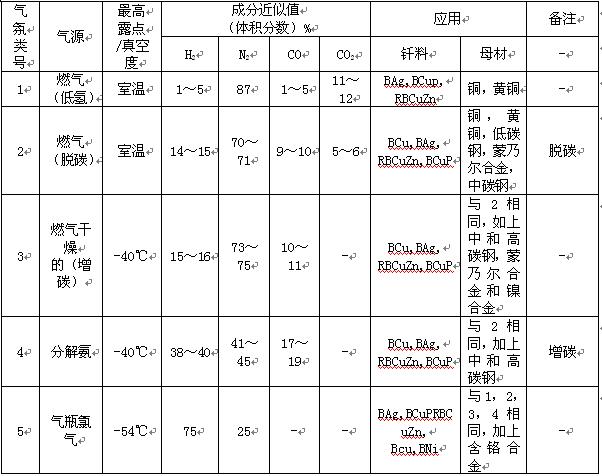
ע����������ѧ������6��7��9����ѹ������266Pa��
�ٵ����ú��лӷ���Ԫ�صĺϽ�ʱ��������Ӧ����ǥ����
��ͭ������ȫ������������
�ۼ���ʱ��Ҫ������̣��Է�ֹ�к�����̼��
����������ѡ�����뺬��������������Ӧ����ǥ����
��3�����¯��ǥ�� �ڳ��������¯�л�����Ӳǥ��������������ͬ�ֻ����ֽ�����ͷ��һ�־��÷��������ǥ�������в�ʹ��ǥ������������ر��ʺ���ǥ������ܴ���������Ľ�ͷ�����ֽ�ͷ������ǥ��ʱ���Գ������ǥ������Ĺ�̬��Һ̬ǥ�����ڱ������岻��ȫ��Ч����Ϊ���ղ����ž����ڽ���ǥ�������е����塣���Ӳǥ��Ҳ��������������ͬ�ֺ����ֽ����������ѡ�ﯡ��ꡢ����㡣��Щ�������ص��ǣ������������Ĵ����е�����Ҳ��ʹ������ʱ��ǥ���¶��¾ͻ����ѡ���������������㹻�ߵĴ��ȣ��ܷ�ֹ��������Ⱦ�����ܵĽ��ͣ���ô��Щ��������Ͻ�Ҳ���Բ��ö����������������ս���ǥ�������ǣ�ֵ��ע����ǣ����ϵͳӦ�����ﵽ0.0013Pa��ֻ����10-5��0.1%�IJ������壨��������������ǥ��¯ʾ��ͼ��ͼ10��ʾ���������ߴ���ǥ��������ȣ����ǥ���������ŵ��ȱ�㣺
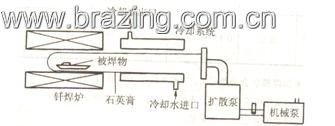
ͼ10 ���ǥ��ʾ��ͼ
1������մӸ����������ǥ�������е����壬��˲�����Ҫȥ�ᴿ�����������ա���ҵ�����ǥ�����õ�ѹ��һ��Ϊ0.065Pa�����Щ��ʵ�ʲ��õ�ѹ��ȡ������Ҫǥ���IJ��ϡ����õ�ǥ�ϡ�ǥ������������ǥ��ѭ���д�ĸ�����ų�����ij̶ȡ�
2��ĸ�ĵ�ijЩ�����������ǥ���¶��»�ֽ⡣�������⼼�����ɽ���չ㷺������ǥ������֡������Ͻ����Ͻ��Լ����۽�����
3��ǥ����������ĸ����������ʱ�ܵ���Ⱦ���������⣬������Ϊ���ٴ��ڡ�ĸ��һ���������ͻ�ֱ�Ӵӽ��潫���������ų�������
4�������£���ĸ�ĺ�ǥ����Χ���ڵ͵�ѹ������ʹ�����еĻӷ������ʺ������ų���ȥ��
��������Ҳ��һ��ȱ�㣬������Χѹ���ͣ�ǥ�ϡ�ĸ���Լ����е�Ԫ����ǥ���¶���Ҫ�������������ǣ����ú��ʵ����ǥ���������Է�ֹ��������
���Ӳǥ���и����ǥ���;ֲ����ǥ�����֡�
�����ǥ���ر��ʺ�����Щ���������Էֽ��ĸ�ġ���Ӳǥ���¶��£�ĸ�Ļ�ǥ���ڸ�������������ڻӷ�ʱ�����þֲ���ա���Ӳǥ���¶��£������ܱ��ֹ����Һ������ѹ�����ɼ������ȷ���ġ�ǥ���ҳ����ﵽ�����״̬���ڸ������ǥ������ѭ��ʼ��Ҫʹ�¶ȸպõ���������ʼ���¶ȡ����ͽ������ĸߴ������������������ʱ�ͽ��������Ա�ƽ����Ӳǥ���¶Ȳ��ӷ������ķ���ѹ�����������ּ��������Դ����������Ӳǥ���ɺ��IJ��Ϸ�Χ��
�����ڽ��иߴ��ȸ�������Ӳǥ��ǰ���г���ճ���������Ӧ�ر�ע��ģ�Ҫ��ȥ��ʹ�����������Ļ���Ⱦ�����壬��ȷ�����յĸߴ��ȡ�ͬ���أ��ڳ����ǰͨ�Ը�����������������������������ڸ���������л�ø��õ�Ӳǥ�������ʱ���кô��ġ�
��ʱ���мƻ��ڽ�ﯡ��Ѻ������������������������ߵ�Ԫ�ؽӽ�Ҫ���и����Ӳǥ���IJ������������Ӵ�����ЩԪ�س�Ϊ�����������������ܹ�Ѹ�ٵ����մ��ڵĺ�����������������������Ӳǥ��ʱ��ĸ���зų��������壬�Ӷ�������ǥ������������
����ijЩԪ����������ӷ�����ˣ����¯ǥ���������ں�п���ӡ��̡���Ԫ�غ����ߵ�ǥ�ϣ�Ҳ�������ں�������ЩԪ�ص�ĸ�ġ�
6�����ַ���
��1������ǥ�� ����ǥ�������÷ǻ����л��ܼ�������������ȷ��ڲ����ı��ͷ����빤������Ӵ�ʱ����ų���DZ�ȶ����м��ȵġ�����ǥ���豸ʾ��ͼ��ͼ11��ʾ��
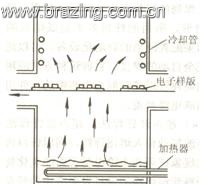
ͼ11 ����ǥ���豸ʾ��ͼ
�ü�����������Һ����ȣ��ӷ���ʹ���ͷ�����������������Һ����Ҫ�ǣ�C3F11��3N����е�Ϊ215�棬��������Ǧ����ǥ��ǥ���¶ȵ�Ҫ���������빤��Һ�履�ͷ���ʱ�����ڹ����¶ȵͣ������������������������ͷų�DZ�ȣ�����ǥ�����ȡ�Ϊ�˷�ֹ�䷶���ݳ���������ʹ�ø������������ȶ������飬�е�Ϊ47.5�棩�������������ܶȽ��ڹ����赲�㡣�����Ϸ�װ�������õ���ȴ�����ܣ��Է�ֹ���������
����ǥ���������ŵ��Ǽ��Ⱦ��ȣ��ܾ�ȷ�����¶ȣ������ʸߣ�ǥ�������ߡ�ȱ���Ƿ�Һ�۸�����ǥ������������ǥ��ӡˢ��·����ϵĽ����������մɻ�Ƭ��ǥ���մ�Ƭ��ǥ��оƬ�����ⲿ�����ߵȡ�
��2�����ȷ�Ӧǥ�� ���ȷ�Ӧǥ������һ������Ӳǥ��������ʹǥ���ۻ�������������������ɷ��Ȼ�ѧ��Ӧ�����ġ����Ȼ�ѧ��Ӧ������������Ӧ��֮����κη�Ӧ�����ҷ�Ӧ������������ϵͳ�������ܱ仯���ͷŵġ���Ȼ��Ȼ��Ϊ�����ṩ�����������෴Ӧ����ֻ�й�̬��ӽ��ڹ�̬�Ľ��������������֮��ķ�Ӧ����Ӧ�ڷ��ȷ�Ӧǥ��װ�á�
���ȷ�Ӧǥ�������úܼ��Ĺ��ߺ��豸���÷����÷�Ӧ��ʹ�ڽ����Ľ������Ӷ��ﵽһ���¶ȣ�����Ԥ�ȷ��ڽ�ͷ�е�ǥ���ۻ�����ʪ����������ı��档���ȷ�Ӧ���ص��Dz���Ҫר�ŵľ���װ�á������������Լ��ȵIJ�λ������Ұ��ǥ���ij��ϡ�Ŀǰ�Ѵ�������ռ�������ʵ�ָֹܷ��ȷ�Ӧǥ����ʵ����
��3����е����������ǥ���� ���ַ��������������������������Ⱥ��ӵ㡣Ԥ���͵�ǥ����ת�����������ĸ�ģ�֮�䣬������һ����ѹ��ѹ������һ�������ϣ�ͣ��Ƭ��ʹǥ���ۻ������ܹ�ʮ�־�ȷ�ؿ�������������������������ͺ����ļ���ʱ�䡣��������״���ݱ��������״���������������Ρ�Բ���λ��Ρ����õ�ǥ�϶���ǵ��۵����ǥ�ϡ���������ʵ����Զ����豸�����Խ��а��Զ���ȫ�Զ��ĺ��ӡ�Ŀǰ���ַ���Ӧ������ʽ���߾���ܺ��Ӻͻ�ϵ�·�е�Ԫ�����ߺ��Ӽ����ɵ�·��ǡ�
��4��������ǥ���� ������ǥ���������ó����������ۻ�ǥ�ϣ�����ǥ���ڷ����Ŀջ������ƻ���ȥ��ĸ�ı���������ʹ�ۻ�ǥ����ʪ������ĸ�ı����ʵ��ǥ�������ص���ǥ��ʱ����ʹ��ǥ����
������ǥ������Ӧ���ڵ�����ǥ�����ա������¶����ߣ��ջ��ƻ��Ӿ硣��������ȳ���400�棬����������ʹǥ�ϵ�����Ĥ�����䣬����ǥ�ϱ���Ҳ��С��С������䡣��ˣ�ͨ���Ƚ��������ǥ�ϣ������ó�������������ǥ����
��5����ѧ������ǥ���� ��ѧǥ�������ù������ʹ���㴦���ȣ���ǥ���ۻ������������������ӵĿ�϶��Ŀǰ���õĹ�ѧǥ���������֡�һ���Ǻ����ֱ�����䣬ʹǥ���ۻ�����һ�����ڼ��ɵ�·��ǡ���һ�����������ͷ��侵�ȹ�ѧϵͳ�������Դ�����߾��۹�����ƽ�й����������Ĵ�СҲ��һ�����۽����ڣ������뱻���������ʱ�䳤�̿�һ������Ŀ��������ơ����ݲ�ͬ���豸����Ӧ�����������������ߺ��Ӻܿǵķ�װ�������õ�ǥ��һ����Ԥ���͵Ļ��Ρ�Բ�Ρ����Ρ����ε�ǥ�ϡ�
����ǥ�������ѧǥ�����Ļ���ԭ����ͬ����ͬ���ǹ�Դ�����˹�����������
��6����ɢǥ���� ��ɢǥ�����ǰѻ���Ӵ��Ĺ�̬���ʽ�����Ͻ���ȵ����ǵ��۵����£����������ɢ���ã��ڽӴ�������һ����ȵ��ۻ���ʵ�����ӡ������Ƚ������γɹ�����һϵ�о��е��۵�Ĺ�����ʱ������ʵ����������ɢǥ�����Ӵ������γɵ�Һ̬�Ͻ�����ȴʱ���������ֲ��ϵ�ǥ�ϣ�����ǥ������Ҳ�ơ��Ӵ�һ��Ӧǥ����������ǥ�����������ֽ�����Ͻ����γɹ���ʱ�����ڹ�������õ�Ȧ״������������Ͻ���ͬʱ�����ֽ����γɹ�����ʵ����ɢǥ����
��ɢǥ�����̿ɷֳ������Ρ������ǽӴ����ڹ�̬�½�����ɢ���Ͻ�Ӵ��������ĺϽ�Ԫ�ر��ͣ���δ�ﵽ������Ũ�ȡ����ţ��Ӵ����ﵽ�����ɷֵĵط��γ�Һ�࣬�ٽ��Ͻ�Ԫ�صļ�����ɢ�������ĺϽ�㽫��ʱ�����ӡ����ֹͣ���ȣ��Ӵ����Ͻ����̡�
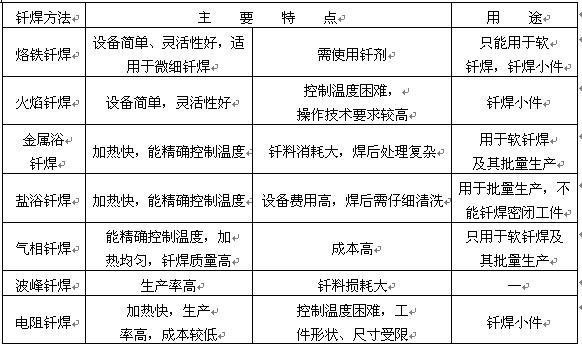
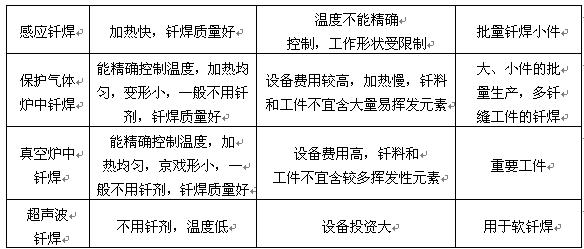
7�����ֺ��ӷ����ıȽ�
ǥ����������ܶ࣬����ѡ��ǥ�������������ǹ����IJ��Ϻͳߴ硢ǥ�Ϻ�ǥ���������������ɱ�������ǥ���������ص�ȡ���2�ۺ��˸���ǥ����������ȱ�㼰���÷�Χ��
��2 ���ֺ��ӷ�������ȱ�㼰���÷�Χ
����ǥ������
ǥ���������հ���ǥ��ǰ����ǰ��������װ�䡢����ǥ�ϡ�ǥ����ǥ�����ȸ�����ÿһ�������Ӱ���Ʒ������������
1������������
ǥ��ǰ������ϸ���������������������֬�����P����ȣ���Ϊ�ۻ��˵�ǥ�ϲ�����ʪδ��������������棬Ҳ������ͷ��϶����ʱ��Ϊ�˸���ĸ�ĵ�ǥ�����Լ����ǥ����ͷ�Ŀ���ʴ�ԣ�ǥ��ǰ�����뽫���Ԥ�ȶƸ�ij�ֽ����㡣
��1��������� ���ۿ����л��ܼ�ȥ�������õ��л��ܼ��оƾ������Ȼ�̼�����͡����Ȼ�ϩ���������鼰��������ȡ�
С������ʱ�ɽ���������л��ܼ�����ϴ�ɾ�������������Ӧ����㷺�������л��ܼ��ķ�������֬�����⣬���ȵļ���Һ����ϴҲ�ɵõ������Ч���������������ɽ���70��80���10%��������Һ����֬��ͭ��ͭ�Ͻ��������50g�������ƣ�50g̼�����Ƽ�1Lˮ����Һ����ϴ����Һ�¶�Ϊ60��80�档�������֬Ҳ����ϴ�Ӽ��н��С���֬����ˮ��ϸ��ϴ���������������ȫ��ˮ��ʪʱ������������֬��ȥ���ɾ���
������״���Ӷ������ܴ��С�����Ҳ����ר�ŵIJ������ó�������ϴ��������ȥ��Ч�ʸߡ�
��2����������� ǥ��ǰ������������������û�е��������ѧ��ʴ���͵绯ѧ��ʴ�������С�
��е��������ʱ�ɲ���ﱵ�������ˢ��ɰֽ��ɰ�֡���ɰ��ȥ��������������Ĥ������ﱵ���ɰֽ�������ڵ�������������ʱ�γɵĹ��ۻ�������ǥ�ϵ���ʪ����չ����������ʱ��ɰ�֡�����ˢ����ɰ�ȷ������������Ͻ��ѺϽ�ı��治���û�е��������
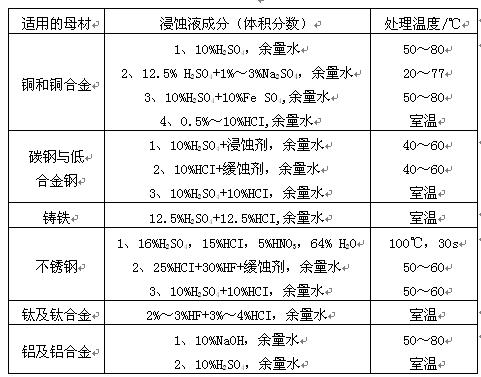
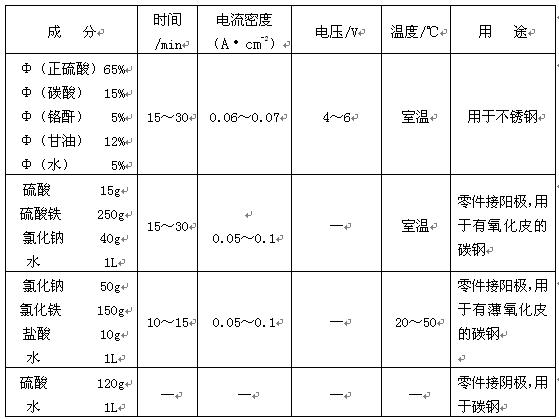
��ѧ��ʴ���㷺���������������������ر������������У���Ϊ���������ʱȽϸߣ���Ҫ��ֹ����Ĺ���ʴ�������ڲ�ͬ�����Ļ�ѧ��ʴҺ�ɷ����ڱ�3�����ڴ�������������������������Ĥ�ij��ϣ��ɲ��õ绯ѧ��ʴ������4����
��3 ��ѧ��ʴҺ�ɷ�
��4 �绯ѧ��ʴ
��ѧ��ʴ�͵绯ѧ��ʴ��Ӧ���й��������кʹ������������ˮ����ˮ��ϴ���������Ը��
��3��ĸ�ı���Ƹ����� ��ĸ�ı���Ƹ�����������ҪĿ���Ǹ���һЩ���ϵ�ǥ���ԣ�����ǥ�϶�ĸ�ĵ���ʪ��������ֹĸ����ǥ������öԽ�ͷ��������������Ӱ�죬���ֹ�������ƣ����ٽ���������Խ����仯�����Ϊǥ�ϲ㣬�Լ�װ����̺���������ʡ�ijЩĸ�ĵĶƸ�����ʹ�õ�������ڱ�5��
��5 Ԥ�Ƹ���ʹ�����
��ĸ�ı���Ƹ��������ò�ͬ�ķ������У����õ��е�ơ���ѧ�ơ��ۻ�ǥ�����Ƚ������ư����ȡ�
2��װ��̶�
ģ��ǥ�����Ӧװ�䶨λ����ȷ������֮����λ�á��̶�����ķ����ܶࡣ���ڳߴ�С���ṹ��������ɲ��ýϼĹ̶������������������ء�����ϡ����������������ڡ���ѹ����֡��տڡ�ҧ�ڡ����ɼС���λ�����ݶ���í�����㺸���ۺ��ȡ�ͼ12�г��˵��͵������λ���������н������Ҫ������ͭǥ��ǥ���֣��������������á����������������ڡ���ѹ���տڡ�ҧ�ڵȷ���������϶���Ա�֤���ȣ��ݶ���í������λ����λ�ȽϿɿ������Ƚ��鷳���㺸���ۺ��̶��ȼ���Ѹ�٣�����λ����Χ����������������Ӧ���ݾ����������ѡ���ڽṹ���ӵ����һ�����ר�õļо�����λ����ǥ���оߵ�Ҫ���Ǽо߲���Ӧ�������õ����ºͿ������ԣ��о����������Ӧ���������������ϵ�����о�Ӧ�����㹻�ĸնȣ����ṹҪ�����ܼ��ߴ羡����С��ʹ�оȹ����ɿ������ܱ�֤�ϸߵ�����Ч�ʡ�
ͼ12 ���͵������λ����
a)������λ b)����� c)���� d)���� e)����
f)��ѹ g)ģ�� h)�տ� i )ҧ�� j)���ۺ����
k)�н� l)��λ�� m)�ݶ� n)í�� o)�㺸
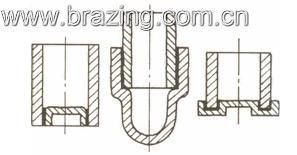
3��ǥ�ϵķ���
�ڸ���ǥ�������У�������ǥ��������ǥ���⣬������ǽ�ǥ�ϼ��氲���ڽ�ͷ�ϵġ�����ǥ��ʱӦ����������ǥ�ϵ��������úͼ�϶��ëϸ�������ٽ�ǥ���������϶��ͼ13a��b��ʾ��״ǥ�ϵİ��÷�ʽ�Ǻ����ġ�Ϊ����ǥ����ƽ����ʧ��Ӧ��ǥ�Ϸ����Ը��ڼ�϶�IJ�λ��Ϊ����ȫ��ֹǥ���ط���ƽ����ʧ���ɲ���ͼ13c��d��ʽ�Ľ�ͷ����ͼ13e��f�й�����ˮƽ���õģ�����ʹǥ�Ͻ�����ͷ����������ëϸ���������϶�����ڽ�����Ϻʹ�ӳ��ȴ�Ľ�ͷ�ɲ���ͼ13g��b��ʽ�����ڽ�ͷ�Ͽ���ǥ�ϰ��òۡ�
ͼ13 ��״ǥ�ϵİ��÷���
��״ǥ��Ӧֱ��Ϳ��ǥ��������ĩ״ǥ�Ͽ���ճ������Ϻ�ճ���ڽ�ͷ�ϡ�
4��Ϳ������
Ϊ����ȫ��ֹǥ����ʧ����ʱ��ҪͿ����������������Ҫ������������������������ѻ�����þ���ȶ����������ʵ���ճ�Ӽ���ɡ�ǥ��ǰ����״������Ϳ���ڽ���ͷ����������ϡ�����ǥ�ϲ�����ʪ��Щ���ʣ��ʱ���ֹ������ǥ�����ٽ���ȥ�����������ڱ�������¯��ǥ�������¯��ǥ�����õúܹ㡣
5��ǥ�����ղ���
ǥ�����̵���Ҫ���ղ�����ǥ���¶Ⱥͱ���ʱ�䡣ǥ���¶�ͨ��ѡΪ����ǥ��Һ�����¶�25��60�棬�Ա�֤ǥ���������϶������ʱҲ�������⡣�����ijЩ�ᾧ�¶ȼ�϶����ǥ�ϣ�������Һ�����¶����������൱����Һ����ڣ�����һ���������ԡ���ʱ��ǥ���¶ȿ��Ե��ڻ��Ե���ǥ��Һ�����¶ȶ���ijЩǥ�ϣ�������ǥ�ϣ�ϣ��ǥ����ĸ�ķ�����ֵط�Ӧ��ǥ���¶ȿ��ܸ���ǥ��Һ�����¶�100�����ϡ�
ǥ������ʱ���ӹ�����С��ǥ����ĸ������õľ��ҳ̶ȶ���������ı���ʱ��Ӧ��Щ���Ա�֤���Ⱦ��ȡ�ǥ����ĸ������ǿ�ҵģ�����ʱ��Ҫ�̡�һ��˵����һ���ı���ʱ���Ǵ�ʹǥ����ĸ�����ɢ���γ��ι̽��������ģ������ı���ʱ�佫������ʴ��ȱ�ݵķ�����
6��ǥ������ϴ
ǥ�������������ǥ����ͷ��ʴ���ã�Ҳ������ǥ��ļ�飬��������ɾ���
��ǥ�����㲻����ʴ���ã����������������Ļ���ǥ������������ˮ��������������ƾ������͡�������ϩ���л��ܼ���ȥ��
���л��ἰ����ɵ�ǥ����һ�㶼����ˮ���ɲ�����ˮϴ�ӡ���Ϊ�ɷ�ʿ�ֵ��Ƶĸ�״ǥ����������л��ܼ�ȥ����
��������ɵ���ǥ������ˮ����˿�����ˮϴ�ӡ�������������������Ȼ����ǥ���������Ȼ�п��������2%������Һϴ�ӣ���Ŀ�����ܽⲻ����ˮ�Ľ������������Ȼ�п����õIJ��Ϊ���к����ᣬ���ú�����NaOH����ˮϴ�ӡ���Ϊ�ɷ�ʿ�ֵ��ɵĺ��Ȼ�п��ǥ������������л��ܼ������������֬��������������ϴ�ӡ�
Ӳǥ���õ���ɰ������ǥ�����������ϲ�����ˮ�����������һ������ɰȥ�����ȽϺõķ����ǽ���ǥ���Ĺ�������̬�·���ˮ�У�ʹǥ���������Ѷ�����ȥ���������ַ��������������еĹ�����Ҳ�ɽ���������70��90���2%��3%�ظ������Һ�нϳ�ʱ����ϴ��
��������ػ�����ص�Ӳǥ�������102����������ˮ�����10%��������ˮ�������
������ǥ�����������л��ܼ�������״������������Ӳǥ�������������кܴ�ĸ�ʴ�ԣ�ǥ�����������ɾ��������г���һЩ��ϴ���������Եõ��Ϻõ�Ч�������п��ܣ��ɽ���̬����������ˮ�У�ʹǥ���������ѡ�
1��60��80����ˮ�н���10min����ëˢ��ϸ��ϴǥ���ϵIJ�������ˮ��ϴ��HNO315%ˮ��Һ�н���Լ30min��������ˮ��ϴ��
2��60��80��������ˮ��ϴ10��15min������65��75�棬CrO32%��H3PO45%ˮ��Һ�н���5min��������ˮ��ϴ����ˮ����ˮ����8h��
3��60��80��������ˮ��ϴ10��15min��������ˮ��ϴ30min�����ڲ���2%��4%��NaF1%��7%����Ÿ��ϴ�Ӽ�0.05%��Һ�н���5��10min������������ˮ��ϴ20min��Ȼ�����HNO310%��15%������Һ�н���5��10min��ȡ����������ˮ��ϴ��
�����з�������ɵ���ʴ����ǥ�����ɽ���������7%���ᣬ7%������ɵ�ˮ��Һ�У�����ˢ��ˢϴ������ǥ�죬�ٽ���1.5h��ȡ��������ˮ��ϴ��
�ġ�ǥ����ͷ���
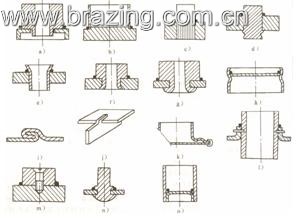
���ǥ����ͷʱ������Ӧ���ǽ�ͷ��ǿ�ȣ���λ�Ҫ������α�֤��ϼ��ijߴ羫�ȣ������װ�䶨λ��ǥ�ϵİ��á�ǥ����ͷ�ļ�϶�ȹ������⡣
1��ǥ����ͷ�Ļ�����ʽ
��ǥ������ʱ������ǥ�ϼ�ǥ���ǿ��һ���ĸ�ĵͣ������öԽӵ�ǥ����ͷ�����ͷǿ�ȱ�ĸ�IJ����Խӽ�ͷ���ܱ�֤��ͷ������ĸ����ȵij���������ǥ����ͷ�����ô����ʽ��������ͨ���ı��ӳ��ȴﵽǥ����ͷ��ĸ�ĵ�ǿ�ȡ���ӽ�ͷ��װ��ͬ�Խӽ�ͷ���Ҳ�Ƚϼ�
������ʵ���У��Բ���������ͭ����������ǿ�Ƚϸߵ�ǥ��ǥ����ͷ����ӳ���ͨ��ȡΪ������ȵ�2��3����������Ǧ����ǥ��ǥ���Ľ�ͷ����ȡΪ������ȵ�4��5��������ϣ����ӳ��ȴ���15mm����Ϊ��ʱǥ�Ϻ���������϶�������γɴ���ȱ�ݡ����ڹ�������״��ͬ����ӽ�ͷ�ľ�����ʽ������ͬ��
1��ƽ��ǥ����ͷ��ͼ14��ʾ������ͼ14a��b��c�ǶԽ���ʽ����Ҫ������������Ӻ����ƽ�룬�����ܳ���һ������ʱ���ɲ���ͼ14b��c����ʽ����ʱ������ļӹ�Ҫ��ϸߡ�������ͷ����ʽ���Ǵ�ӽ�ͷ���е��Ǵ�ӺͶԽӵĻ�Ͻ�ͷ������ǥ�����������ͷ��������Ҳ����ߡ�ͼ14j�����߽�ͷ�������ڱ�����
ͼ14 ƽ��ǥ����ͷ��ʽ
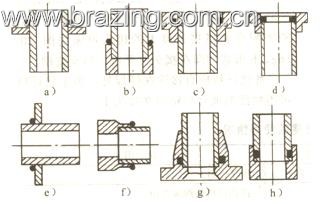
2���ܼ�ǥ����ͷ��ʽ��ͼ15��ʾ������������Ӻ���ڿ�Ҫ����ͬʱ������ͼ15a��ʽ��������������Ӻ���⾶Ҫ����ͬʱ������15b��ʽ������ͷ�����⾶�������в��ʱ���ɲ���ͼ15c��ʽ��

ͼ15 �ܼ�ǥ����ͷ��ʽ
3��T�κ�б��ǥ����ͷ��ͼ16��ʾ����T�ν�ͷ��˵��Ϊ���Ӵ��������ɽ�ͼ16a��b��Ϊc��d����ʽ����Ш�ǽ�ͷ�ɲ���ͼ16g��h��ʽ������ͼ16e��f��ʽ��ͼ16i��j��ʽ�Ĵ���������
ͼ16k��Ҫ���ڱ�����ǥ����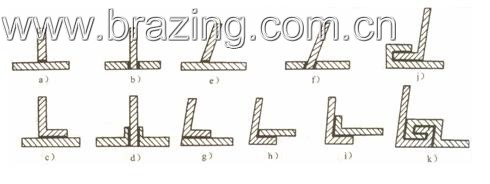
ͼ16 T�κ�б��ǥ����ͷ
4�������ͷ���ر��dz�ѹ�ܷ��ͷ����ͼ17��ʽ�����ֽ�ͷ���нϴ��ǥ�����������©й�Ŀ����Կɼ�С��
ͼ17 �����ܷ��ͷ
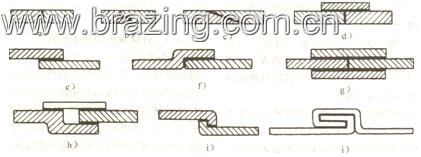
5���ܻ�����Ľ�ͷ��ʽ��ͼ18��ʾ��ͼ18a�ܰ��ͷ��ʽ�����ã�����18b��c��d�ν�ͷ�����ͼ18e�ν�ͷ����ͼ18f��g��h�ν�ͷ���������Ϻ�ʱ���ɲ���ͼ18i��j��k�ν�ͷ��

ͼ18 �ܻ�����Ľ�ͷ��ʽ
6���߽Ӵ���ͷ��ʽ��ͼ19��ʾ�����ֽ�ͷ�ļ�϶��ʱ�ǿɱ�ģ�ëϸ��ֻ�����ķ�Χ�������ã���ͷǿ�Ȳ���̫�ߡ����ֽ�ͷ��Ҫ����ǥ����ѹ������������Ľṹ��

ͼ19 �߽Ӵ�ǥ����ͷ
2����ͷ�Ĺ��������
��ͷ�Ĺ�������ư�����ͷ��װ�䶨λ������ǥ�ϣ�����ǥ�������ȡ����տ���Ϊ���㹤���ϵ�Ҫ����ڽ�ͷ�Ͽ��Ŀס�������ܱ�������Ϊ��Ҫ����Ϊǥ��ʱ�����ڵĿ����������ͣ��谭ǥ�ϵ���϶��Ҳ����ʹ��������϶��ǥ�������ų����γɲ�������ȱ�ݡ����ܱ��������뿪���տף�ͼ20a��������������ͷ��Ϊʹ�������͵Ŀ����ݳ���ҲӦ�������ƵĹ��տף�ͼ20b��c����
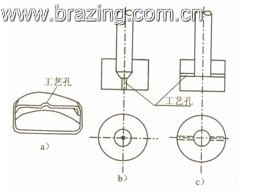
ͼ20 ����ͽ�ͷ�Ĺ��տ�
3����ͷ��϶
ǥ��ʱ������ëϸ������ʹǥ��������϶�ģ���˱�����ȷ��ѡ���ͷ��϶����϶�Ĵ�С�ںܴ�̶���Ӱ��ǥ��������Ժͽ�ͷǿ�ȡ���6�г�����ǥ���¶��³��õĽ�ͷ��϶��Χ����϶��С��ǥ���������ѣ���ǥ�����γɼ�����δǥ�����½�ͷǿ���½�����ͷ��϶����ëϸ���ü�����ǥ�ϲ���������϶��Ҳ��ʹ��ͷ�������Ա仵��ǿ���½���
��6 ǥ����ͷ��϶
�������ǥ��������
��ַ:����ʡ������ά��·349��
�������룺225000
��ϵ�ˣ� �̶���
SKYPE:jsyzcdj
��ϵ�ֻ���13905275926
QQ��649200691
E-mail: vacuum.brazing@gmail.com
��ַ��http://www.brazing.com.cn
�¼�����ϵ��ַ��10 Anson Road #05-17
��ϵ�ˣ� Feng Guo An
��ϵ�绰:+65-6756 3629
�ֻ���+0065-6756 3629
�� ��: +0065-6754 8382
�����ʼ���fengga@el.sg
�¹���ϵ��ַ��Xiangzhen Li
Ringenkuhler Straße 26
34298 Helsa
��ַ��www.china-market-expertise.de
��ϵ�ˣ�������
��ϵ�绰: 004956049180277
�ֻ��� 004956049180277
�� ��: 004956049180278
�����ʼ�info@china-market-expertise.de
|


