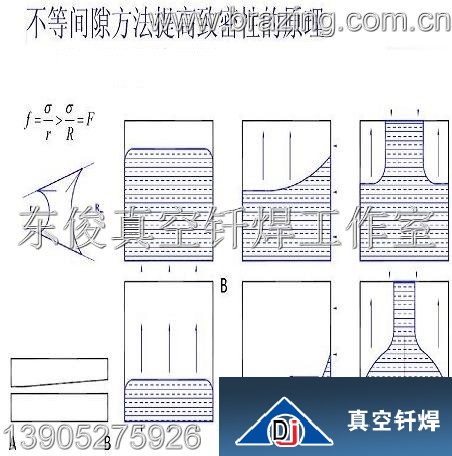
1.���ǥ�����������չ��̵ļ��
���ǥ���ļ��Ȳ���������ִ�й��ղ��������ǥ����ͷ�ľ����Թ��չ��̣�����ǥ�����շ����IJ�ͬ��Ҫ��Ϊ���̿ɱ��ڹ۲�������ֹ���������(�����ǥ��������ǥ����)�������ڹ۲�������Զ�ǥ������(��¯��ǥ�����Զ�ǥ����)���ֹ�ǥ��ʱ�����չ�����ɵĺû���������˵ļ���ˮƽ�������̶�������ء��ֹ�ǥ��ʱӦ��ȡ��Ҫ�Ĵ�ʩ��֤ǥ����λ�ľ��ȼ��ȣ��������ܷ�ֹĸ�ĺ�ǥ�ϵĹ�������������ǥ��ʱ��Ӧ��������ڳɻ�ԭ���棬�������������ȹ���������ʱӦע���û����ƶ������ؼ��Ȳ��ϽϺ��һ�࣬��֤ǥ����λ�ľ������£������С���ij�ʱ��ֱ�Ӽ��ȣ���������ֲ����ȡ�����ʱʱ�ͽ���ǥ�����ӷ�ʽʱ���ڼ��ȹ�������ǥ�ϽӴ������ķ������Լ����¶ȣ����ȵ��º�����ǥ�ϡ��ֹ�ǥ��һ�㲻�����DZ����£�ǥ�����ȹ����й۲�ǥ���ۻ����γ�ǥ�������Դ��Ϊ������ȴ���������ɵĿ��ѣ���ʱǥ����ȴʱ����ø������ȵķ�����ʹ����������ȴ��
�Զ�ǥ��ʱ��ǥ�����̳ɹ��Ĺؼ�������ȷ��װ¯�������ղ�����ȷִ�С�¯��ǥ��װ¯ʱ���豣֤��ǥ�������ܹ����ȵؽ��ܷ��䣬�����������ܼ���ǥ�����̲��úϸ���Ч�ļ���DZ��Լ����¶ȡ�ʱ�䡢��նȵ���Ҫ���ղ������в����Ϳ��ơ������ܹ����ߴ缰�����ȷ����Ӱ�죬ǥ��¯�ڵ��¶ȴ��ڲ������ԣ���ʱ�¶Ȳ�������ﵽ���ٶȣ�����¶Ȳ���ʱ�ȵ�ż�ķ���λ�÷dz���Ҫ������������ʱӦ���ȵ�ż�������빤�����ýӴ���λ����˹����ڲ����ڲ��ܶԹ���ֱ�Ӳ���ʱ��Ӧͨ������ȷ�������¶��빤��ʵ���¶ȵIJ�𣬲����˵�������Ƶ�ǥ���¶Ȳ�����
1.1 ���ǥ������
��ǥ������������Ͷ��ʹ��ǰ��������ݼ���ָ�꼰����Ҫ�������Ӧ�Ĵ���������ǥ���������������������������ȴ����ȡ�
1.2 ����ǥ����ȥ��
�����ǥ����ǥ����ͷ�������и�ʴ���ã�Ӱ�������ʹ��������ͬʱҲ�������ǥ�������ļ�飬Ӱ�����������������ǥ������뽫������ɾ���ǥ������ķ�����Ҫ��ˮϴ����ѧ��ϴ�ͻ�е�������֡���ǥ������������ʲ�ͬ�����ǥ���ķ���Ҳ��ͬ��
����ˮ������ǥ������ˮ�����л���ǥ������������ǥ����������ˮϴ�ӵķ���ȥ���������ɷ�ʿ�ֵ��ɵĸ�״ǥ��������������ǥ���ȣ�Ӧ�����л���Һ������������õ��л���Һ�����ƾ�������������͡�������ϩ�ȡ�������������ǥ�������IJ�����ˮ��ǥ������(�����Ȼ�п)���������������Ϊ2����������Һϴ�ӣ�������������ˮ��Һ�кͣ��������ˮ����ˮϴ������������ϴ����ǥ����������ʱ����ø�����ϴ�ķ�ʽȥ����
��ɰ-�����ǥ�������ʲ���״ճ�ڽ�ͷ�ı��棬����ȥ����һ����û�е����ȥ��������ɰ�ȡ��ϼ��ķ����ǽ�ǥ����Ĺ�������̬��ֱ�ӷ���ˮ�У�������ϵ����ͬʹǥ�����Ѷ�ȥ���������ַ������ʺ϶��ȳ�����еĽ�ͷ�����⣬���ɽ������������¶�Ϊ70~90�棬��������Ϊ2��~30�����ظ������Һ�г�ʱ�����ȥ����
���������Ӳǥ������Ҳ����ȥ����ǥ���к�������ʱ�������ڷ�ˮ����ϴ10~15min��Ȼ����120~140�棬�ɷ�Ϊ300~500g/L���������ƺ�50~80g/L�ķ����Ƶ�ˮ��Һ�г�ʱ�����ȥ����ǥ���к��н϶������ػ������ʱ�������γɲ���״����������ˮ������������Ϊ10������������ˮ�н���ȥ����
����Ӳǥ���������Ȼ���ǥ����ʴ��ǿ��Ӧ����ȥ�����ɽ���̬����������ˮ�У���������ʹǥ���������䣬�����������λ��ѣ�Ӧ����ʹ�á�����������������ȥ��������60~80�����ˮ�н���l0min����ëˢ��ϸ��ϴ������Ȼ������ˮ��ϴ�������������Ϊ15��������ˮ��Һ����30min���������ˮ��ϴ�ɾ���
�������÷�����ǥ�������������������ɰ������������У������������������Ϊ7���IJ�����������Ϊ7����������ɵ�ˮ��Һ�У�����ëξ��ϸ��ϴǥ�죬�ٽ���90min���������ˮ��ϴ�ɾ���
1.3 ��������ȥ��
�����ϵ���������������¿��Բ��û�е�����������������ò�ϴ��ѹ����������ˮϴ������ˮϴ�ȷ���ȥ���������ëˢ������˿ˢ�ȷ���ȥ��������������ĸ�ı�����������ʱ�����������ᡪ������ϴȥ��������ǥ���к���Cu��Agʱ��Ӧ�������������������ʱ����Ũ������������Һ��ϴȥ�������û�ѧ����ȥ����������������ˮ�������ᡢ��׳�ϴ����
1.4 ���ǥ�����ȴ���
ǥ�����ȴ�����Ŀ�������ǥ��������������ˮƽ���������ĸ�ı������ܺ���߽�ͷ�����������档����ǥ����ѭ����������ĸ�����ܵĽ��ͣ�ǥ�����ȴ���������Ϊ�ָ�ĸ�ĵ����ܶ����еġ��ڰ���Ϊǿ��ĸ�ı��������е��ȴ���ʱ�����п���Ӧѡ��ǥ���¶Ⱥ��ʵ�ǥ�ϣ�ʹǥ�����̺��ȴ������̿�����ͬһ����ѭ������ɣ����������Ч�ʡ���ǥ�����ŵ������ȴ��������ȴ����¶�Ӧ��ǥ�����۵��¶����½��У�����ǥ�쿪�ѡ����б�ҪӦ���ú��ʵ��ȴ�����װ�Է�ֹǥ�쿪�Ѻ������Ρ�
Ϊ���ƻ���߽�ͷ���ܶ����е��ȴ�����Ҫ�����ࣺһ�Ǹ��ƽ�ͷ��֯�����е���ɢ����������Ϊ��������Ӧ�������е��˻�������ɢ��������ǥ��������ͬһ����ѭ����һ����ɣ���������ɢ���������÷���յĵ�������ɢ����ʱ�������¶�Ӧ������ǥ�ϵĹ������¶����¡�
1.5��ȴ���庬ˮ�����������Ŀ��ƣ���������3ppm)����������������3ppm)����ȴ���庬ˮ������������������Ʒ��۵���ɫ��仯��
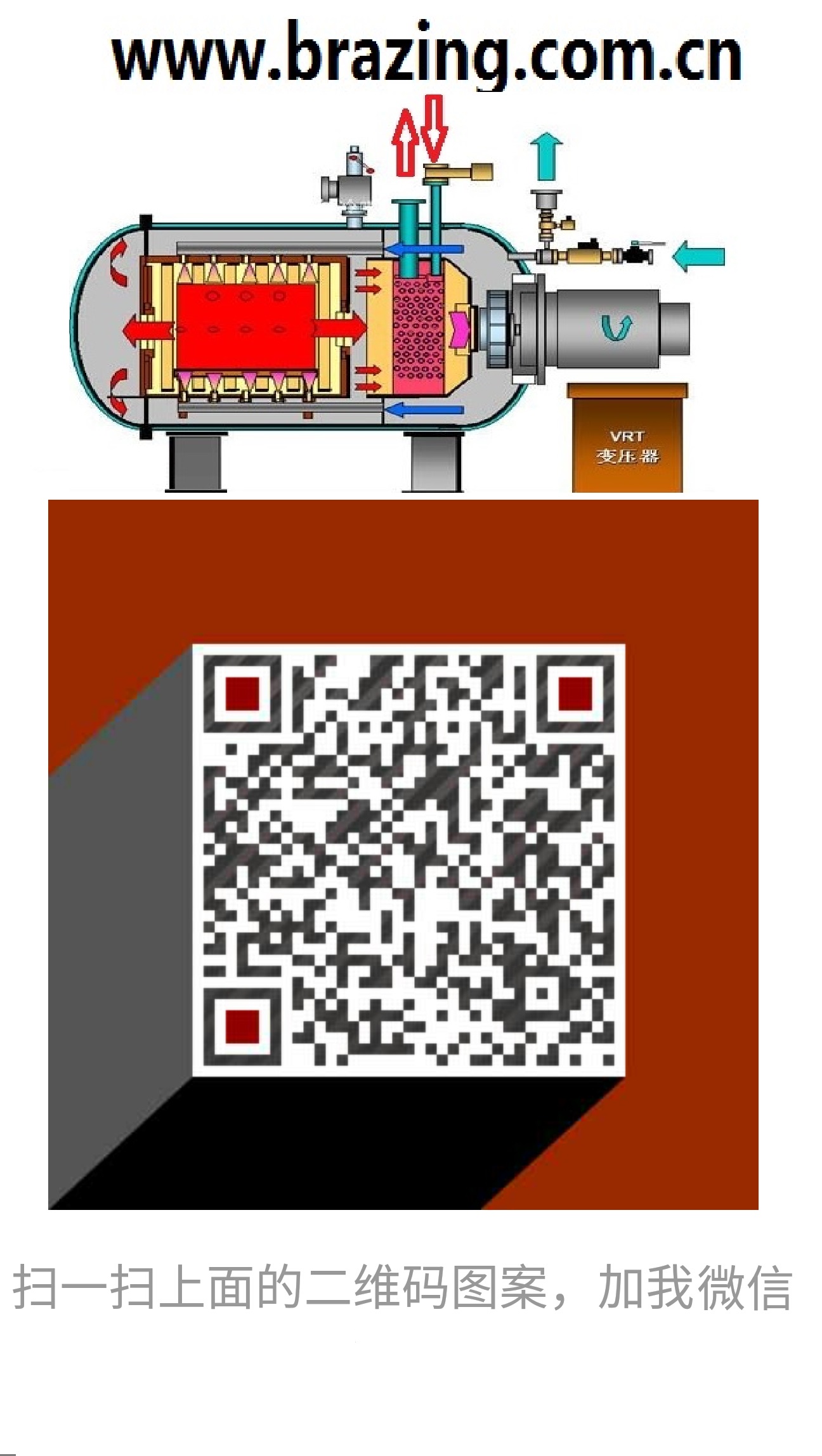
1.6 �����ǥ�������У�������Ҫ���ȷ�����м��ȡ������ǥ��¯�ļ�����ͨ�����䴫�ȡ����䴫���������еĹ��ɣ���˹�ٷҲ����������ɣ�˵������ͬ��������ǥ��¯�������ٶ�Ҫ���������ȷ�ʽ���ܶࡣ���ǥ��ʱ��Ӧ�����ܻ������ȣ���ʹ��Ҫ���ǥ���IJ�Ʒ�����¶ȱ���һ�£�����ֱ��Ӱ�����ǥ���������Թ�ҵ�������еIJ�Ʒһ��Ԥ�ȼ����������ߡ����£��Լ�ֹͣ���ȣ�Ȼ����뽵�³������ǥ���Ǽ���ʵ������Ŀ�������������Ч�ʵ���֮��Ч�Ĺ������̣��������ǥ���¶��Լ����ǥ������ʱ����Ӱ�����ǥ�������Ĺؼ������ǥ���Ĺ��ղ�����Ҫ�У���նȡ��������ʡ��ȶ��¶ȼ�ʱ�䡢���ǥ���¶ȡ���ǥ������ʱ�䡢��ȴ���ʡ���¯�¶ȵȡ����Ƕ�ֱ��Ӱ��ǥ������ǥ������Ľ���������ù��̣������ǥ����ͷ���������о��������á���ˣ����뾭�������������ѡ����һ��Ҫ������ǥ��ǥ��ʱ��̬������նȲ�����3.5��10-3Pa���Ƽ��������Ͻ�С�����������Ӧ��װ��ʱ��������6��/min��8��/min�����������Ӧ��װ�������������4��/min��5��/min�����ǥ���¶Ⱥͱ���ʱ��������ṹ���ں��ϴ��������йء����ǥ���¶�ѡΪ��������ǥ��Һ�����¶�30�桫80��֮��Ч���Ϻã�����ʱ��ij����������װ����������Ӱ�죬����������ʱ�䳤Щ����ͬ�������װ¯�������ǥ����Ҫʵ��ɸѡ�����ǥ������ʱ�䡣�������Ͻ��ѡ����Ȼ��¯��ȴ��ǿ�Ƴ�����ȴ����������¯�ڳ���������ȴ����ʱ�������Ƚ�������Ȼ��ȴ��400�����£����ǥ��¯����ѹ�����Ը���ǥ�����ϵĻӷ�ƽ��ѹ�������������Ͻ���뵪����ѹ��Ϊ1.2Pa��1.3Pa��
���ǥ�첻����ȱ�ݲ�����ԭ��