罗茨泵的工作原理 、 使用和维修
罗茨泵在泵腔内,有二个“8”字形的转子相互垂直地安装在一对平行轴上,由传动比为1的一对齿轮带动作彼此反向的同步旋转运动。在转子之间,转子与泵壳内壁之间,保持有一定的间隙,可以实现高转速运行。由于罗茨泵是一种无内压缩的真空泵,通常压缩比很低,故高、中真空泵需要前级泵。罗茨泵的极限真空除取决于泵本身结构和制造精度外,还取决于前级泵的极限真空。为了提高泵的极限真空度,可将罗茨泵串联使用。
罗茨泵的工作原理与罗茨鼓风机相似。由于转子的不断旋转,被抽气体从进气口吸入到转子与泵壳之间的空间v0内,再经排气口排出。由于吸气后v0空间是全封闭状态,所以,在泵腔内气体没有压缩和膨胀。
但当转子顶部转过排气口边缘,v0空间与排气侧相通时,由于排气侧气体压强较高,则有一部分气体返冲到空间v0中去,使气体压强突然增高。当转子继续转动时,气体排出泵外。
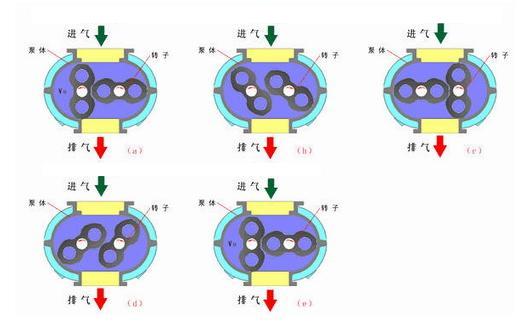
如上图
罗茨泵转子由0°转到180°的抽气过程。在0°位置时(图中a);
下转子从泵入口封入v0体积的气体。当转到45°位置时(图中b);
该腔与排气口相通。由于排气侧压强较高,引起一部分气体返冲过来。当转到90°位置时(图中c);
下转子封入的气体,连同返冲的气体一起排向泵外。这时,上转子也从泵入口封入v0体积的气体。当转子继续转到135°时(图中d);上转子封
入的气体与排气口相通,重复上述过程。180°(图e);
位置和0°位置是一样的。转子主轴旋转一周共排出四个v0体积的气体。
罗茨真空泵安装
(1)罗茨真空泵应安装在干燥、通风良好和清洁的场所。
(2)罗茨真空泵的环境温度为5-40℃。
(3)罗茨真空泵应水平安装,其周围应留有充分的余地,便于日常检查、维护保养。装拆方便。
(4)接通电源后,电机转向应符合泵上转向箭头所示。
(5)连接被抽容器的管道应清洁.无杂质等异物,孔径不应小于泵口口径,长度宜短,以保证其有足够的通导能力,管道连接应密封不漏。
(6)被抽气体应无颗粒状固体进入泵腔。
(7)罗茨真空泵与前级泵连接应装弹性管以减少前级泵引起的震动。
(8)电气设备必须有互锁保护装置,当前级泵停止工作时罗茨泵必须同时停止。
(9)小泵可以直接启动,大泵须设启动器。
罗茨真空泵使用说明:
新泵就位后先查看油位,齿轮侧油位以油面浸没3-5齿为宜,电机侧以油窗中心略高为宜,轴伸上油杯不应缺油,各部位润滑油均采用1号真空泵油。
罗茨真空泵启动程序:
(1)启动前级泵。
(2)打开前级泵预抽官路商的阀门和罗茨泵进气口上的阀门。
(3)待系统内的压力达到罗茨真空泵的允许压力后,关闭预抽阀门,起动罗茨真空泵,如无预抽管路及阀门,则待达到起动压力后起动罗茨真空泵,此过程亦可采用压力传感器自动控制,实现整个过程的自动化。
(4)根据真空系统的实际情况,如果不是大的真空系统,则起动前级泵后即可起动罗茨真空泵。如果是较大的真空系统,虽然带溢流阀的罗茨真空泵具有过载保护作用,但这种保护只是对电机的保护,罗茨泵本身仍可因为长时间工作在高压力下,而产生过热卡死,应待前级泵抽到一定压力后再起动罗茨泵。
罗茨真空泵停车程序:
(1)关闭罗茨真空泵进气阀。
(2)从上到下逐级停罗茨真空泵,最后停前级泵,严禁搞错停车程序。
(3)前级泵停车后,立即向前级泵进气口放气。
3、罗茨真空泵运转中的注意点:
(1)运转中必须按照罗茨真空泵的技术规格使用,在正常情况下,罗茨真空泵的入口压力在1330Pa以下,泵的最大压差不得高于其最大允许压差值。
(2)注意电动机负荷和泵的各部位温升,在正常运转情况下,泵的最高温升不得超过40℃,最高温度不得超过80℃。如果选用水环泵作为前级泵时,有时因两泵抽速配比比较大时,可能使罗茨泵的温升有所提高,但泵的最高温度不得超过100℃。
(3)运转中不应有不规则的异常振动和异常噪声。
(4)如发现在运转中有电机过载,温升过高,声音异常,振动大等情时况,应立即停机检查原因,排除故障。
一、维护保养
(一)定期检查:
1.每日检查:
(1),油位检查:油位过多,使温度升高,油位过低,造成润滑不良。
(2),温度检查:用温度计检查各部位温度。
(3),电动机负荷检查:用功率表或电流、电压表测量电动机负荷。
2.每月检查:联轴器弹性体或三角胶带的张力.
3.每季检查;齿轮箱内润滑油是否变质。
4.每半年检查:
(1),前盖轴承箱内润滑油是否变质。
(2),密封是否损坏。
5.每一年检查:
(1),轴承是否磨损。
(2),活塞环及活塞环衬套是否磨损。
(3),齿轮微量程度的磨损对转子正常工作是否产生影响,是否需要调整。
二、故障原因及其消除方法:
1 故障现象:泵的抽气量不够
产生原因;
(1)真空泵的转速不够;
(2)密封不严,在进气管路的连接处或轴封处漏气;
(3)泵的转子与转子、转子外圆与泵壳,转子端面与端盖周的间隙过大,气体返流量增大;
(4)环境温度或冷却水的温度过高。
排除方法:
(1)如泵的转速不够,且抽气量是与泵的转速成正比,则泵的抽气量就会下降。这有两种情况;一种情况是泵的转速未配备好,也就是皮带轮的直径不合适,可更换皮带轮,改变皮带轮的直径;另一种情况可能是皮带安装不当、未张紧,皮带打滑而降低了转速,这可调节电机位置,使皮带张到一定紧度。
(2)查明何处漏气,如是连接法兰处漏气,则可能是由于连接螺钉松动,垫圈压破变质或者是法兰面加工不平;如是在轴封处漏气,则有可能是密封皮碗未装正或破裂,此时则更换皮碗并装正;若是填料密封的,可将扎进的填料掏出,更换新的,但填料的接口必须是斜面而互相搭接服贴,第一圈的接口必须与第二圈的接口错开,不能在同一位置上。
(3)若转子与转子型面间的间隙不均匀,在转圈中处间隙大,另一处间隙小,这由于在装配时同步齿轮的啮合状况未调整好,则这对同步齿轮之一的齿轮作轮毂固定,另一个齿轮的轮毂做成可以调节的,因为两转子的外型是共轭曲面,要互相正常啮合。与此同时,外端的传动齿轮(同步齿轮)也要处于正常啮合状态,这样辐子才能正常传动。否则,即使能转动,也可能出现在转冠中,两转子间的间隙时大时小。
在这种状态下,将可调齿轮连接轮毂的螺钉拧松并拔出定位销钉,进行调节,便转子的啮合和齿轮的啮合同时达到正常啮合状态,这时各处间隙就均匀了,重新拧紧螺钉,重铰销钉孔并装上销钉定位。倘如转子外径与泵壳的间隙某处过大,则可拧松端盖与泵壳的连接螺钉,拔出定位销,进行调节,待各处间隙都均匀了,再拧紧螺钉,重铰端盖与泵壳的定位销孔并装上锥销。
(4)环境温度升高则抽气量就会降低,针对这种情况,尽量将注入水温降低。
2 故障现象:真空度不够高
产生原因:
(1)进气系统密封不严,有漏气现象;
(2)泵本身密封不严,在轴封处漏气;
(3)转子与转子或转子与壳体的间隙过大,空气温度过高:
(4)泵的进出口气体介质的压力差过大。
排除方法:
解决前3种故障的办法与前述方法相同。其中,空气温度过高,会降低真空度,如果是湿式泵则可在进气口处注入冷水,如果是干式泵则在出气口加冷却器,降低空气温度。对(4)款压差过大的原因甚多,如是干式泵需检查安全阀(溢流阀)是否失灵,如失灵出气压力可能偏高,如是湿式泵则可能是出口水封压力过高或者是出口管径过小、弯头太多而增加了出口阻力所致,针对实际情况予以排除。
3 故障现象:停车后泵再启动困难
产生原因:
有时泵在连续运行时,未发现有什么不正常的现象发生,一旦在短暂的时间内停止运转,再启动就感到困难,甚至不能启动,这种现象的发生,如是湿式泵,则可能有下列原因:
(1)泵壳内壁和转于外表面水垢积沉太厚,将间隙堵死了;
(2)在安装或更换进气管道时,未很好将管内清洗干净,致使焊渣或其它硬杂物带进了泵内;
(3)转子发生串位,转于端部与端盖发生了摩擦而增大了阻力;
(4)转子轴弯曲,转子或同步齿轮咬死。
排除方法:
(1)进入泵的冷却水,有的是未经过处理的硬水,钙质太重而在泵内产生沉积,尤其是未经处理的硬水又在泵内处于50-60℃温度下工作,就更容易沉积而成为水垢堵塞了泵的间隙。解决的办法有二:一为机械法,就是用铲刀或刮刀把水垢铲除,另一办法是采用化学的方法,可用浓度为5%~10%的盐酸。其中,用化学法清除垢结束后,须用蒸汽和水进行洗涤,以免设备被腐蚀。为了避免产生严重的结垢现象,冷却水应该是经过处理的温度在20℃以下的清洁冷水;
(2)在装管子之前,一定要将管内清理干净,在有条件的场合,先将管内壁通擦干净,而后用压缩空气吹洗;
(3)取出转子重新装配,并查明原因何在,针对具体情况而予以适当处理;
(4)将转子从泵壳中取出,并将其放在两个平行而等高的刀口上或与此类似的支架上,用千分表检查转子轴是否有弯曲和弯曲度的大小和方向,如弯曲度小则用压力机矫直,如弯曲度大则需更换。
4 故障现象:泵在运转时噪声增大
产生原因:
(1)转子与转子或转子与壳体之间舱间隙不均匀或不合适而发生了摩擦,在这种情况下噪声则可剧烈增加;
(2)同步齿轮啮合不好,或齿间间隙过大,或者是齿轮箱内缺乏润滑油,齿与齿处于干摩擦状态,这时齿箱内的噪声也会剧烈增加:
(3)泵的转速过高,工作介质(空气和水)在泵腔内和稳压箱中产生剧烈的碰撞,甚至泵还发生振动,当然噪声也就增大了。
排除方法:
要仔细分析查听,找出噪声发源于何处,然后查出产生噪声的原因,随之降低噪声的办法也是有的。
(1)如果转子与转子或转子与泵壳发生摩擦而产生噪声,这是完全可以测听出来的,按照前面所述的调节转子间隙的方法进行仔细调整,使其各个间隙都符合要求:
(2)将同步齿轮中的一个,即轮毂是镶上去的那个齿轮的轮毂连结螺钉拧松,并拔出定位销,转动齿圈,使其啮合正常。按规定在齿轮箱内加足润滑油,克服干摩擦现象,噪声自然就降低了;
(3)如果转速确实过高,则可更换皮带轮而降低转速,或同时在稳压箱的出口侧添加一个消声器。
罗茨泵常见问题及解决方法


