旋片式真空泵(简称旋片泵)是一种油封式机械真空泵。其工作压强范围为101325~1.33×10-2(Pa)属于低真空泵。它可以单独使用,也可以作为其它高真空泵或超高真空泵的前级泵。它已广泛地应用于冶金、机械、军工、电子、化工、轻工、石油及医药等生产和科研部门。
旋片泵可以抽除密封容器中的干燥气体,若附有气镇装置,还可以抽除一定量的可凝性气体。但它不适于抽除含氧过高的,对金属有腐蚀性的、对泵油会起化学反应以及含有颗粒尘埃的气体。
旋片泵是真空技术中最基本的真空获得设备之一。旋片泵多为中小型泵。旋片泵有单级和双级两种。所谓双级,就是在结构上将两个单级泵串联起来。一般多做成双级的,以获得较高的真空度。
旋片泵的抽速与入口压强的关系规定如下:在入口压强为1333Pa、1.33Pa和1.33×10-1(Pa)下,其抽速值分别不得低于泵的名义抽速的95%、50%和20%。
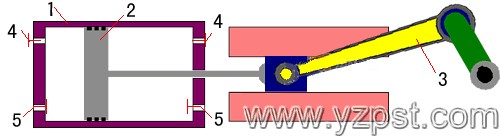
旋片泵主要由泵体、转子、旋片、端盖、弹簧等组成。在旋片泵的腔内偏心地安装一个转子,转子外圆与泵腔内表面相切(二者有很小的间隙),转子槽内装有带弹簧的二个旋片。旋转时,靠离心力和弹簧的张力使旋片顶端与泵腔的内壁保持接触,转子旋转带动旋片沿泵腔内壁滑动。
两个旋片把转子、泵腔和两个端盖所围成的月牙形空间分隔成A、B、C三部分,当转子按箭头方向旋转时,与吸气口相通的空间A的容积是逐渐增大的,正处于吸气过程。而与排气口相通的空间C的容积是逐渐缩小的,正处于排气过程。居中的空间B的容积也是逐渐减小的,正处于压缩过程。由于空间A的容积是逐渐增大(即膨胀),气体压强降低,泵的入口处外部气体压强大于空间A内的压强,因此将气体吸入。当空间A与吸气口隔绝时,即转至空间B的位置,气体开始被压缩,容积逐渐缩小,最后与排气口相通。当被压缩气体超过排气压强时,排气阀被压缩气体推开,气体穿过油箱内的油层排至大气中。由泵的连续运转,达到连续抽气的目的。如果排出的气体通过气道而转入另一级(低真空级),由低真空级抽走,再经低真空级压缩后排至大气中,即组成了双级泵。这时总的压缩比由两级来负担,因而提高了极限真空度。
旋片式真空泵(简称旋片泵)是一种油封式机械真空泵。其工作压强范围为101325~1.33×10-2(Pa)属于低真空泵。它可以单独使用,也可以作为其它高真空泵或超高真空泵的前级泵。它已广泛地应用于冶金、机械、军工、电子、化工、轻工、石油及医药等生产和科研部门。
旋片泵可以抽除密封容器中的干燥气体,若附有气镇装置,还可以抽除一定量的可凝性气体。但它不适于抽除含氧过高的,对金属有腐蚀性的、对泵油会起化学反应以及含有颗粒尘埃的气体。
旋片泵是真空技术中最基本的真空获得设备之一。旋片泵多为中小型泵。旋片泵有单级和双级两种。所谓双级,就是在结构上将两个单级泵串联起来。一般多做成双级的,以获得较高的真空度。
旋片泵的抽速与入口压强的关系规定如下:在入口压强为1333Pa、1.33Pa和1.33×10-1(Pa)下,其抽速值分别不得低于泵的名义抽速的95%、50%和20%。
旋片泵主要由泵体、转子、旋片、端盖、弹簧等组成。在旋片泵的腔内偏心地安装一个转子,转子外圆与泵腔内表面相切(二者有很小的间隙),转子槽内装有带弹簧的二个旋片。旋转时,靠离心力和弹簧的张力使旋片顶端与泵腔的内壁保持接触,转子旋转带动旋片沿泵腔内壁滑动。
两个旋片把转子、泵腔和两个端盖所围成的月牙形空间分隔成A、B、C三部分,当转子按箭头方向旋转时,与吸气口相通的空间A的容积是逐渐增大的,正处于吸气过程。而与排气口相通的空间C的容积是逐渐缩小的,正处于排气过程。居中的空间B的容积也是逐渐减小的,正处于压缩过程。由于空间A的容积是逐渐增大(即膨胀),气体压强降低,泵的入口处外部气体压强大于空间A内的压强,因此将气体吸入。当空间A与吸气口隔绝时,即转至空间B的位置,气体开始被压缩,容积逐渐缩小,最后与排气口相通。当被压缩气体超过排气压强时,排气阀被压缩气体推开,气体穿过油箱内的油层排至大气中。由泵的连续运转,达到连续抽气的目的。如果排出的气体通过气道而转入另一级(低真空级),由低真空级抽走,再经低真空级压缩后排至大气中,即组成了双级泵。这时总的压缩比由两级来负担,因而提高了极限真空度。
旋片式真空泵使用和维修
一、旋片真空泵的使用
1、使用前,应仔细新闻记者产品使用说明书,开箱后应检查装运质量。收好备品备件和技术文件,拆除排气品防护件。按要求安装,接线,试转向。水泠泵接水。
2、为防止因返油与反转而喷油,应先开启泵口,按规定转向把泵内存油用手盘到油箱中。同时查看油位,应在油标中心以上,但不要满油标,多了要放出。
3、判断转向的辅助方法。把护套倒放在泵口上,如开泵后被吸住,是正向,被吹落,是反向。声音正常是正向,声音异常是反向。
4、如在泵口配装带充气电磁阀,一般应横装,并与泵同时动作。
5、相对湿度较高或被抽气体中含水汽等可凝性蒸汽时,应使用气镇阀。
6、按说明书推荐选用真空泵油。注意酯类真空泵油不可与矿物油型真空泵油和其他油类混用,必须严格清洗后才能换入酯类真空泵油。
7、检查泵的极限压力以压缩式水银真空计为准。全压力计应注意做好计与规管的配对校准和备用比对规管。建议在规管与被测泵之间装一球阀。不测时关阀,可延长规管使用时间。
二、旋片真空泵的维修
1、首先要了解泵的类型、特点、现在状况。了解使用要求,确定修理目标。在进行维修之前,准备好检测手段。
2、判断故障,确诊故障。判断准,可省事。确诊要验证。
3、排除故障,先简后繁,先易后难。无须拆卸的不拆。以减少由于缺少专用工具和操作不当引起新的损伤,减少位置变化和跑合运转时间。一般的说,拼接式转子是不可拆卸的,否则形位公差就不保,转子就报废了。
4、有毒有害,有腐蚀性的泵,应请用户先行清洗,关告知必要的防护措施,以保障维修人员的健康。
5、故障分类:
建议把故障分为运转故障和性能故障。
运转故障可包括泵不转,泵温太高,漏油,漏水,最大功率超标等。
性能故障可包括极限压力、极限全压力、抽气效率、噪声、喷油,气镇性能等不达标或不能满足要求。
三、故障判断与诊断例举
1、泵不转。情况不明不能先开泵,以免加重故障。用手能盘动和不能盘动。
A、泵能盘动而不转。原因可以是联轴器故障;皮带打滑;电机接线有误;电机损坏;电源没电等。
B、不能盘动或盘起来很重的,原因可以是因为起动泵温太低,泵油粘度太高;设计制造原因的停泵返油太多。
油位太高引起的停泵返油太多(加油太多,或有水汽在泵中凝结,或在排气管中凝结的水流回泵中);有异物在泵内(进气管中的焊渣、氧化物;旋片弹簧等泵零件的碎屑);旋片变形卡住;发生了咬合(铜套、转子、中壁、泵盖、定子、轴承)。
2、泵温太高。指低级排气阀附近测得的最高油温超过使用说明书规定值。由于泵温升高会使泵油粘度大幅下降,并使用权泵油的饱和蒸汽压升高,使泵的极限压力升高和抽气效率下降;使橡胶件容易老化;热膨胀使运转的可靠性。泵温太高的原因可以是泵环境温度太高,进气温度太高,进气冷却装置失效,泵长期连续运转入中压力太高;水冷泵冷却水量不足,循环水设计效果不佳;温控水量调节阀失效等。
3、漏油。可以发生在轴封,油箱与泵零部件的密封面,放油塞、油标、油孔闷头、定子部件与支座的通孔连接处,气镇阀(例如2X-8)等部位。可由密封件老化,安装不当,损坏失效,表面不平整、有杂质、粗糙和铸件疏松等引起。如果停泵后返油,油会进入气镇阀,不关气镇阀可能会漏油。
自制橡胶垫时,一定要用耐油橡胶,要按照原设计形状,密封面太大时压不紧会漏油。
4、漏水。可以发生在水管头,水套闷盖平面,放水孔螺塞,放水阀等处,水套钻穿,铸件缺陷,冻裂,也可能导致漏水。
5、最大功率超标。可由长期连续工作入口压力太高、排气压力太高、杂物进入发生咬合、泵温太高、旋片等配合间隙太小、电压太高、泵液返入泵内太多等引起,会使电机损坏。应尽量避免在最大功率附近长期连续运转。如果表面有沉积物,要定期拆开清除。
6、极限压力不过标。可由外漏、内漏、油孔堵塞、泵油质量不良或污染变质、有水汽等到可凝性物质、仪器仪表失真、泵运转不正常等引起。
外漏较多时、排气口可看白色蒸汽。油标处有较多气泡,手在排气口上感到排气压力。低级排气阀处油面有较多气泡。功率会有所增加。这时,首先应检查气镇阀是否已关好。由于新泵出厂每台都在泵口测极限压力,所以如有外漏现象,应对泵口及管道、阀门、容器逐一检查。外轴封失效、油杯无油、油孔闷头漏气也可造成外漏。内漏可由泵内的运动间隙、排气阀等平面、排气阀的密封面、内轴封、泵盖平面、进气管、气镇阀密封件等引起磨损、腐蚀、咬合会使运转间隙加大。油孔阻塞时,打开加油孔听,泵的噪声会较轻,在油箱密封良好的情况下,如果手在排气口上有被吸的感觉,排气阀可能失效。
如果泵油清洁,长期存放未用,可开气镇阀净化泵内水汽。若无效,要检查仪表。若泵油发黄发白已乳化,可全开气镇,调大气镇量净化运转,必要时可在泵口放入适量气体运转,可加快净化过程。若抽入其他挥发性气体或液体,要及时换油,必要时请洗油箱。有些泵,在级间气道里会沉积泵液,为取得好的换油效果,要设法把沉积泵液排出。
极限压力是用座式压缩式水银真空计测量的。用经校准的热偶真空计等全压力计测量时,测得值会增加。注意热偶真空计的规管要配对校准。建议备用一只同时校准的规管,以备怀疑规管污染失真时进行对比。
极限压力升高会使高真空时段的抽气效率下降,也会使极限全压力升高。可以参照上述介绍来判断、检查、处理抽气效率下降和极限全压力升高的故障。
7、噪声。泵的结构设计,电机与泵轴承的噪声,旋片等运动件是否滑畅、进油量太多、风扇、传动件产生的噪声、进气量大,开气镇运转、挡油板等泵内零件松动,安装不平等引起振动,都会影响泵的噪声。
8、喷油。防止喷油用的油盒回油孔的大小、位置、密封状况,挡油板的设计、安装,排气口部分的减雾器、挡油帽、油气分离器,油位的高低,进油量的大小,都会影响泵的喷油,泵口敞开油大气时,直联泵排气口的气流速度可以高达30M/S,吹开油面时,泵内的循环油和气流带出的油就将考验防止喷油的各项措施。
四、其他,有些泵有油泵,有油分离器,有油路上的单向阀,有消雾器,有入口过滤器(防油蒸汽返流用),有入口灰尘过滤器等部件或附件,也要进行检查。油泵失效将使泵的润滑和密封失效,消雾器失效,有可能使排气压力升高,功率加大,损坏电机,入口过滤失效可使进气阻力增大,抽速下降,抽气效率下降。
五、清洗。不宜浸洗,以免洗液进入拼接转子内部,不易排出。
六、拆装。要按照使用说明书推荐和规定有序进行,记好位置,合理摆放,以免错装。
如何处理旋片式真空泵常见故障
真空钎焊炉运转中的旋片式真空泵,如果操作不当,往往会出现故障,譬如旋片式出现真空泵真空度下降,喷油、冒烟、油封处漏油,噪音等情况,以及旋片泵内的真空泵油乳化等故障现象。在出现这种情况时,首先不用恐慌,可以等停机有故障的旋片式真空泵,开启另外一台正常的旋片式真空泵。以保证真空钎焊的正常进行。待真空钎焊结束以后可根据故障现象一一排除。以下介绍几个旋片式真空泵常见故障的排除方法。
一、旋片式真空泵冒烟和喷油:一般指旋片式真空泵在运转中排气口冒烟或者喷油。
1、冒烟,如果是泵刚刚开始运转有冒烟的现象,属于正常,如果长时间在冒烟就是不正常了。解决之道:冒烟说明泵的进气口外,包括管道、阀门、容器有修理的情况。检漏以后处理了,冒烟会结束。检查旋片式真空泵的电磁阀。
2、喷油,说明进气口外有大量的漏点,甚至是进气口暴露大气。解决之道:封住泵的进气口使泵运转,如果不喷油的话,说明有漏点;排气阀片损坏,检查排气阀片是否损坏,更换坏的排气阀片。
二、旋片式真空泵噪音:这里指泵的噪音。
1、旋片式真空泵敲缸,泵运转时发出不规律的响声,似金属敲打金属的声音。这是旋片在击打泵体发出的声音。这种情况主要是配对旋片间的弹簧断或者是收缩或弹出失效造成的。解决之道:打开泵检查旋片弹簧是否损坏。更换好的弹簧。
2、旋片式真空泵排气阀片噪音,主要是泵的排气阀片破损。解决之道:更换好的排气阀片。
三、旋片式真空泵真空度下降:指当下测得的旋片式真空泵真空度比出厂指标或者以前使用时的真空度低。引起真空度低的原因有很多,这里介绍几种主要的情况。
1、这次加的旋片式真空泵油的牌号和原先的不一样。不同的真空泵油牌号,由于不同牌号油内的饱和蒸汽压不一样,所以其的结果是不一样的。解决之道:根据产品的型号规格更换正确的新真空泵油。
2、也有可能是由于真空泵油少造成的真空度低的情况,或真空泵油乳化变色,以及真空泵油过脏。解决方法:放干净旋片式真空泵泵内的所有真空泵油,更换同类型的真空泵油,并保证被抽气体中水蒸气和杂质不进入泵内。
3、被抽气体的温度可能过高。解决之道:降低被抽气体的温度,或可以加一个相应的换热器。
4、旋片式真空泵泵内的油路、冷却水不不畅或者压力不够,旋片式真空泵泵腔内没有保持一定量的油量。解决之道:检查油路是否畅通,并加同类型的真空泵油。
5、旋片式真空泵旋片和定子配合的间隙改大。这是长期被抽气体内含有粉尘等,造成旋片和定子之间磨损后的间隙增大。解决之道:检查间隙是否过大,更换新的零部件。一般是送真空泵生产厂家重新配旋片和定子。