氦质谱检漏灵敏度分析与应用
对真空漏率要求较高的大容器检漏一般采用氦质谱真空检漏,此时检漏灵敏度的高低是衡量检漏结果精确与否的重要指标之一。要充分发挥检漏仪的能力,以求得尽可能高的检漏灵敏度,必须对辅助真空系统进行合理设计。下面通过对检漏灵敏度的分析确定检漏仪在本套真空系统中的连接方式。
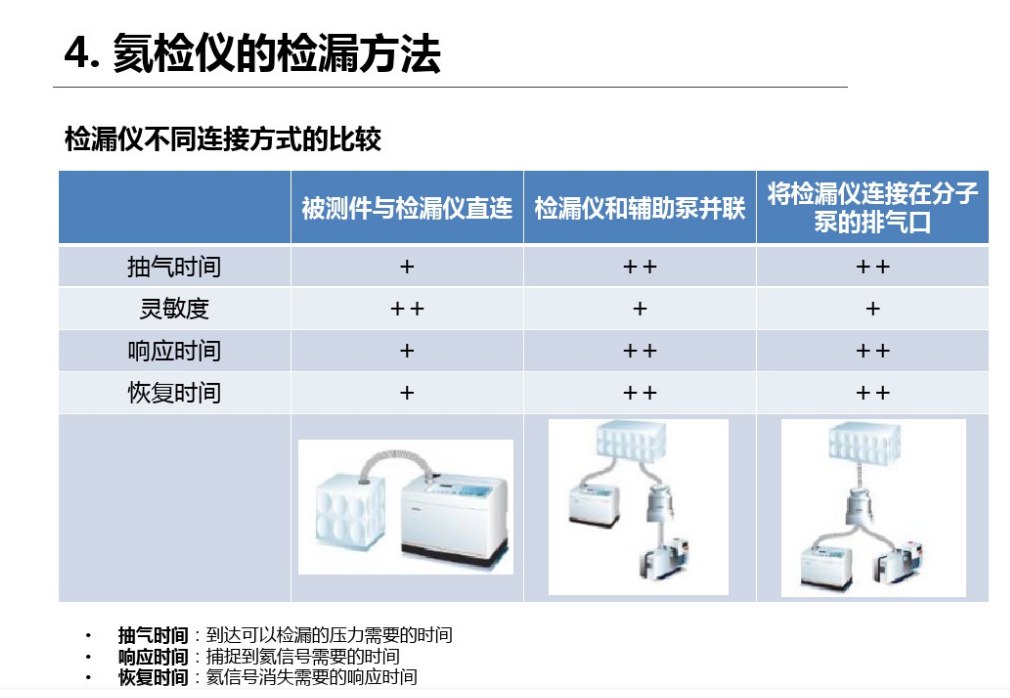
通过对检漏仪的调节,能使其在高真空侧和前级侧时对氦气的抽速Sd保持一致,Qmin为系统参数一般不变,从式(1)和式(2)可看出qmin的高低取决于S1和S2的大小。在分流状态,有S2>>S1,即qmin1<qmin2。在次级泵启动进入稳定状态后,一般可将前级泵处节流阀关闭,即S1=0,由式(1)可知,此时qmin1=Qmin。而相同条件下,次级泵处阀门却不能完全断开,即S2>0,由式(2)可知,qmin2>Qmin,比较有qmin1<qmin2。在需对大容器抽高真空并要求检漏时,检漏仪接在前级侧时的系统检漏灵敏度高于接在高真空侧的检漏灵敏度。
表 1 检漏仪接高真空侧节流阀6圈,机械泵二通阀全开 (全分流)
|
序号 |
开 V Qs |
关 V Qs |
信号变化/mV |
均值 q min /Pa・m 3 /s |
|
1 |
0.019 ′ 1 ′ 10 - 9 |
0.015 ′ 1 ′ 10 - 9 |
4 |
1.4 ′ 10 - 9 |
|
2 |
0.0195 ′ 1 ′ 10 - 9 |
0.016 ′ 1 ′ 10 - 9 |
2.5 |
|
3 |
0.019 ′ 1 ′ 10 - 9 |
0.015 ′ 1 ′ 10 - 9 |
4 |
表 2 检漏仪接低真空侧节流阀6圈,机械泵二通阀全开 (全分流)
|
序号 |
开 V Qs |
关 V Qs |
信号变化/mV |
均值 q min /(Pa × m 3 /s) |
|
1 |
0.074 ′ 1 ′ 10 - 8 |
0.068 ′ 1 ′ 10 - 8 |
60 |
9×10 - 11 |
|
2 |
0.071 ′ 1 ′ 10 - 8 |
0.065 ′ 1 ′ 10 - 8 |
60 |
|
3 |
0.068 ′ 1 ′ 10 - 8 |
0.064 ′ 1 ′ 10 - 8 |
40 |
表 3 节流阀6圈,机械泵二通阀全关(不分流)
|
序号 |
开 V Qs |
关 V Qs |
信号变化/mV |
均值 q min /(Pa × m 3 /s) |
|
1 |
0.058 ′ 1 ′ 10 - 8 |
0.051 ′ 1 ′ 10 - 8 |
70 |
6.8×10 - 11 |
|
2 |
0.057 ′ 1 ′ 10 - 8 |
0.050 ′ 1 ′ 10 - 8 |
70 |
|
3 |
0.056 ′ 1 ′ 10 - 8 |
0.049 ′ 1 ′ 10 - 8 |
70 |
对上述两种连接方式进行了测试(检漏系统用标准漏孔漏率为2.4′10-9 (Pa・m3/s),Qmin为1.8′10-11 Pa・m3/s)。检漏仪两种连接方式的测试结果:全分流时,接高真空侧读数变化为2.5~4mV,qmin在1′10-9 Pa・m3/s量级;接低真空侧读数变化均值为53mV,qmin在1′10-11Pa・m3/s量级;不分流时,接低真空侧读数变化在70mV,qmin在1′10-11 Pa・m3/s量级。测试结果与理论分析结果相符。
氦质谱检漏仪的工作原理
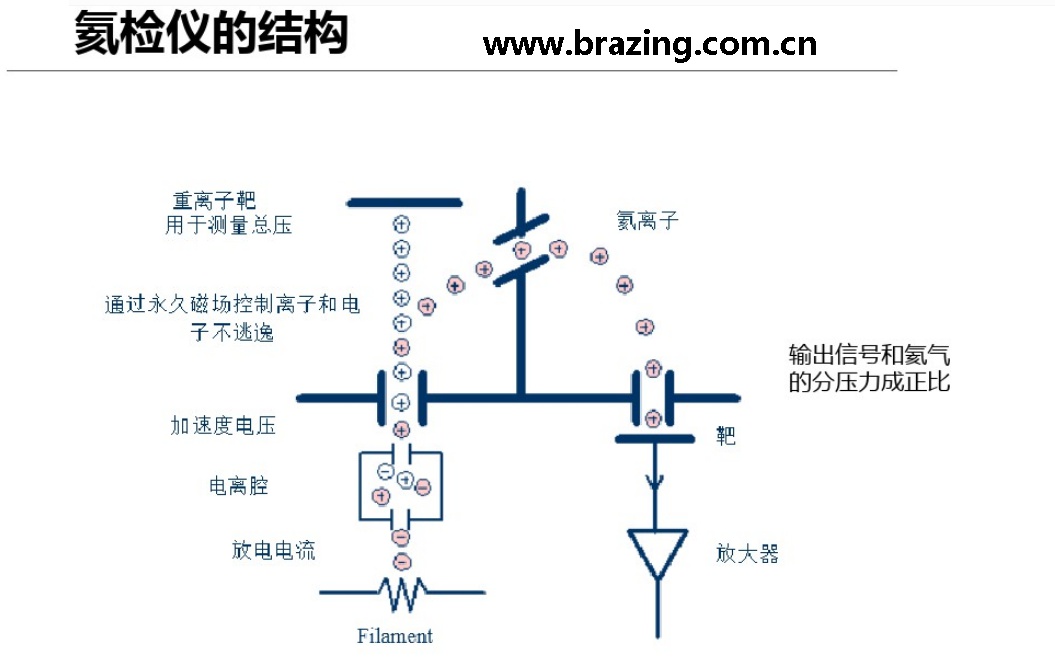
氦质谱检漏仪是根据质谱学原理,用氦气作探索气体制成的气密性检测仪器.其质谱原理如图所示。

灯丝发射出来的电子在电离室内来回的振荡,与电离室内气体和经被检件漏孔进入电离室的氦气相互碰撞使其电离成正离子,这些离子在加速电场作用下进入磁场,由于洛伦兹力作用产生偏转,形成圆弧形轨道,轨道半径

式中R ――离于偏转轨道半径(cm)
B ――磁场强度(T)
――离子的质(量)/(电)荷比(正整数)
U ――离子加速电压(V)
由上式可知,当R、B为定值时,改变加速电压可使不同质量的离子通过磁场和接收缝到达接收极而被检测。
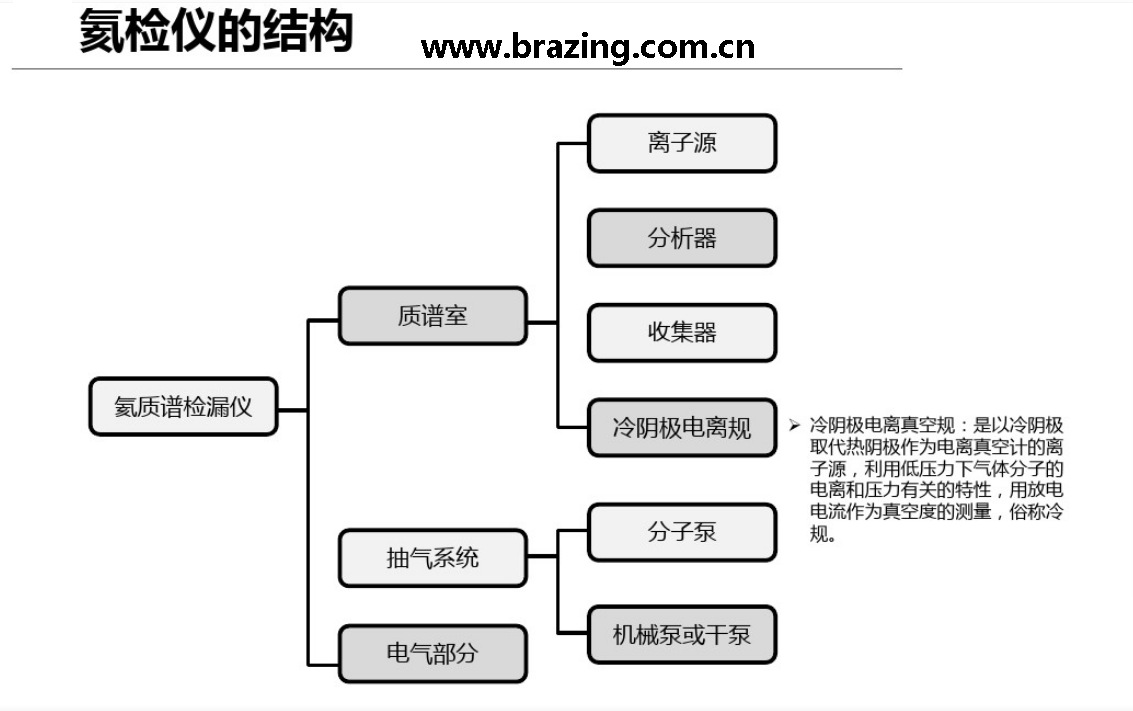
氦质谱检漏仪的结构


氦质谱检漏仪的检漏方式

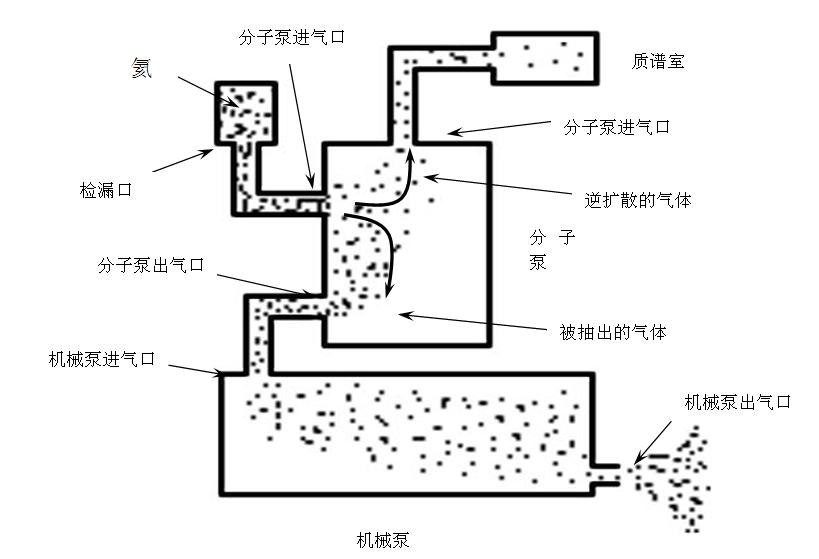
氦质谱检漏仪的检漏方式通常有两种,一种为常规检漏,另一种为逆扩散检漏。逆扩散原理如图所示,逆扩散检漏是把被检件接在分子泵出气口一端,漏入的氦气由分子泵出气口逆着泵的排气方向进入安装在泵的进气口端的质谱管内而被检测。这一检漏方式是基于分子泵对不同质量的气体具有不同压缩比(气体在分子泵出气口压强与进气口压强之比)即利用不同气体的逆扩散程度不同程度而设计的。
逆扩散原理
逆扩散方式检漏允许被检件内压强较高,SFJ-231/241型氦质谱检漏仪可达1000Pa(一般常规检漏仪为0.05Pa以下),适合检大型容器或有大漏的器件,也适合吸枪检漏。逆扩散方式还具有质谱管不易受污染,灯丝寿命长等优点。
常用检漏方法
检漏的目的是确定被检件漏孔的位置和漏率,这些目的是通过采用一些标准的检漏方法实现的。采用什么方法要视被检件的结构、检漏的经济效益及检漏系统的性质来决定。根据不同的检漏目的,基本上有五种检漏方法。
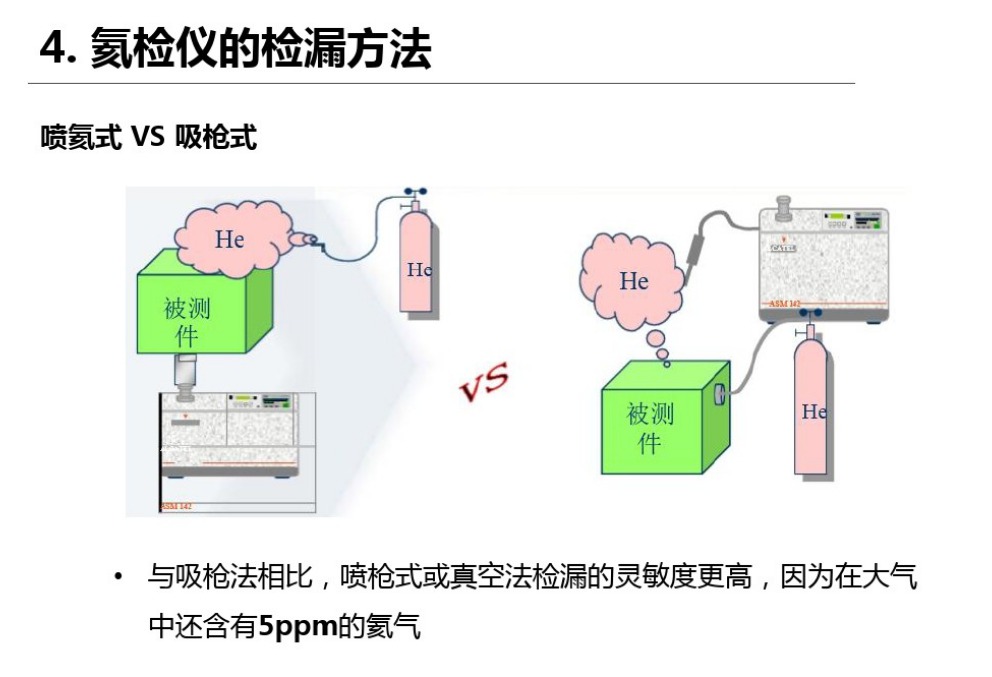
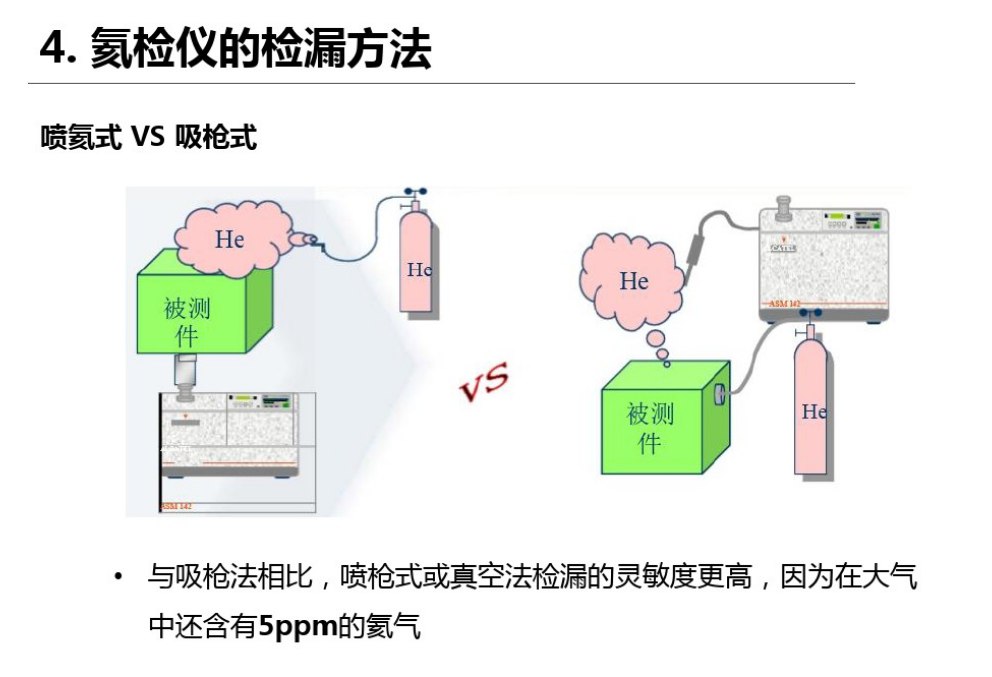
1、 喷吹法-确定漏孔位置
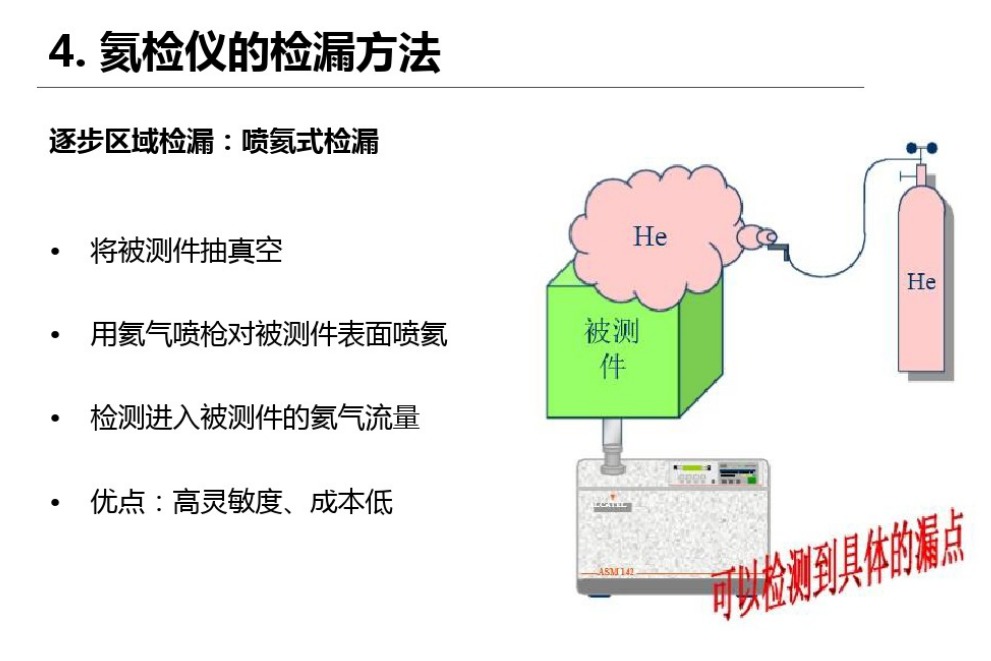
该方法是将被检件接在检漏仪的检漏口,用仪器的真空系统对其抽真空并达到真空衔接与质谱管沟通,然后用喷枪向可疑漏孔喷吹氦气。当有漏孔存在时,氦气就通过漏孔进入质谱管被检测。下图是喷吹法原理示意图。
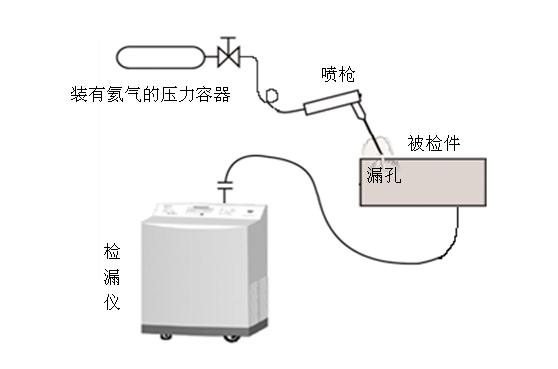
喷吹法检漏的灵敏度高,质谱管不易受污染,但是检大容器时可能有真空抽不下来的情况,可能要加辅助真空设备。
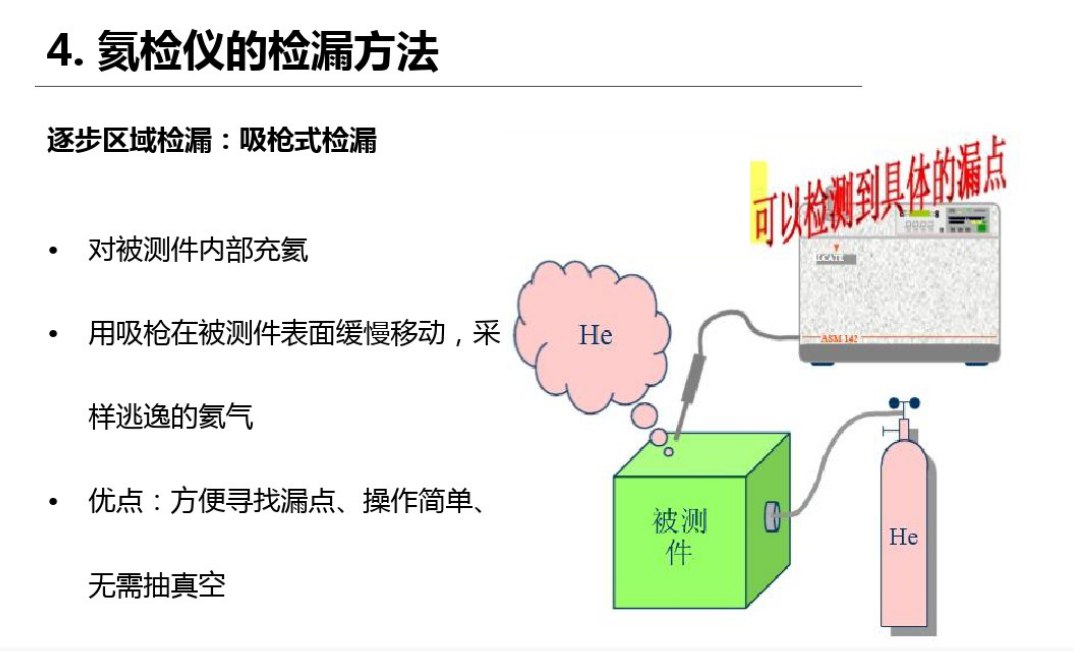
2、 吸入法――确定漏孔位置
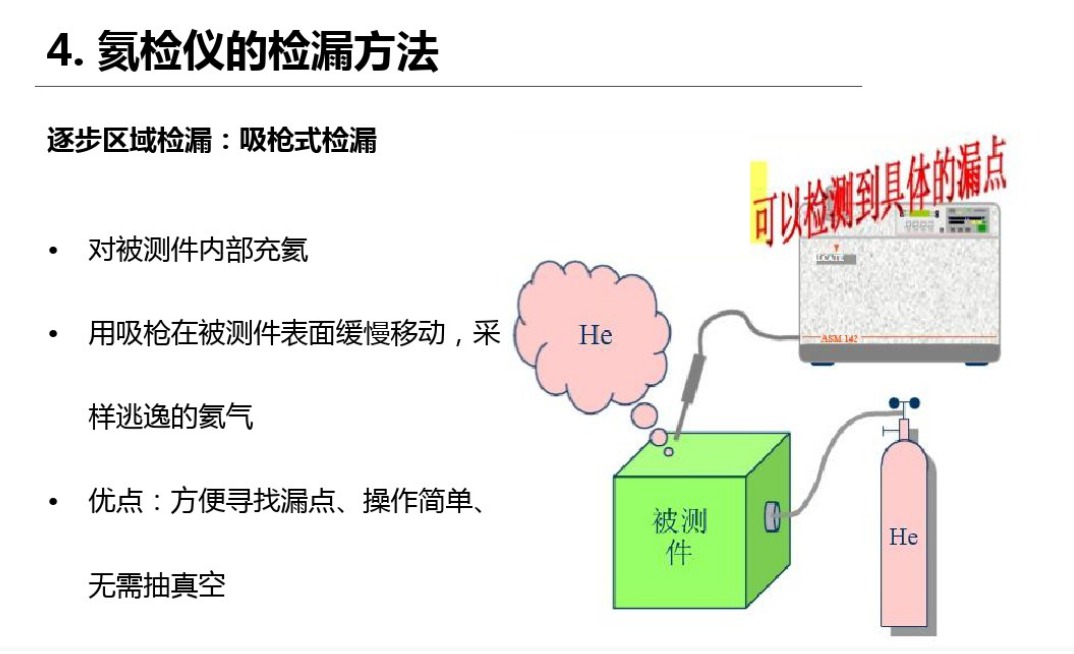
又称吸枪检漏,如图1-5,将专用吸枪联接在仪器检漏口上,被检件则充入规定压力的氦气(纯氦气或一定比例含氦的混合气)。检漏时,让吸枪沿可疑漏孔处慢慢移动,若被检件有漏孔,氦气自漏孔漏出,被吸枪吸入送至仪器的质谱管而被检测。
吸入法检漏灵敏度相对喷吹法要低,但是其检漏口真空主要是由吸枪流量决定的,所以不受被检件容积的限制,适合检测大的容器。

3、 钟罩法――测总漏率
将被检件与仪器检漏口联接抽真空,在被检件外面罩以充满氦气的容器,如被检件有漏孔,氦气便由漏孔进入被检件,最终达到质谱管被检测(图l-6)。所测漏率是被检件的总漏率,不能确定有几个泄漏点和每个漏点的准确位置。
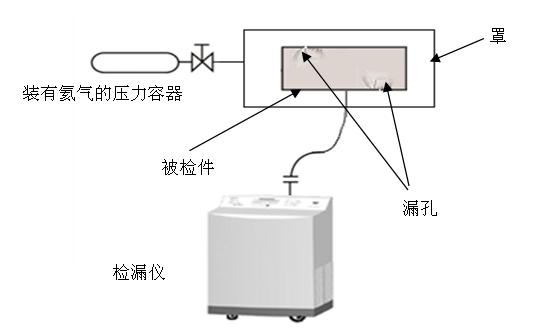
可以看出钟罩法是基于喷吹法的一种检漏方法。
4、 背压法――测总漏率
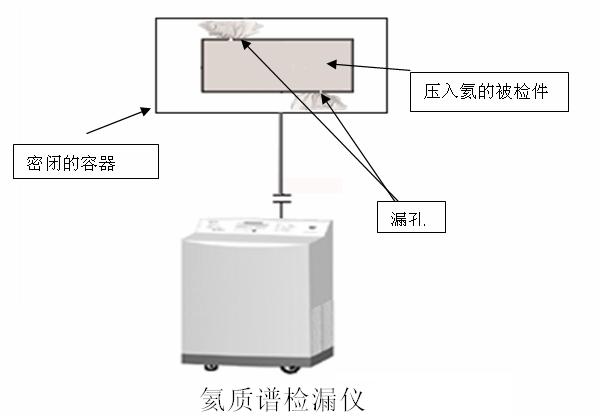
电子元器件进行气密性检测时常用背压法。检漏前用专用加压容器向被检件压入氦气(由压力和时间控制压入的量),然后取出被检件,吹去表面吸附氦后放入专用检漏罐中,再将检漏罐联接到检漏仪的检漏口上,对检漏罐抽真空,实施检漏。若器件有漏,则通过该漏孔压人的氦气又释放出来进入检漏罐,最终到达质谱管。用这种方法测得的漏率也是总漏率。图1-7为背压法检漏示意图。
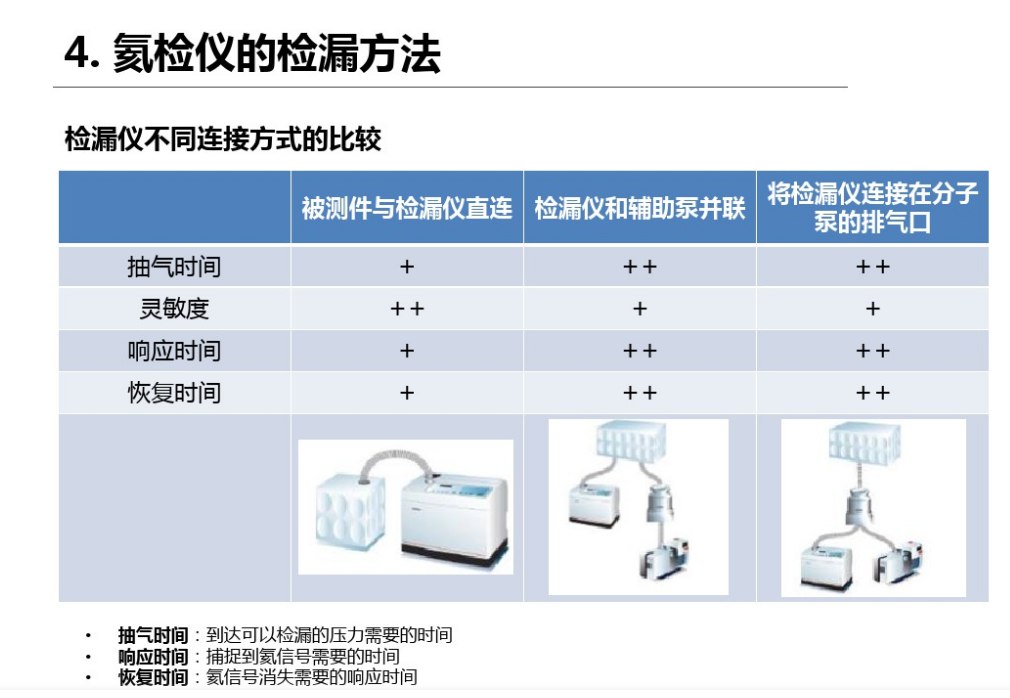
5、 辅助真空系统
对于漏气速率和放气速率较大或者体积较大的被检件,若直接与检漏仪相连,检漏仪的真空度可能抽不上去,使检漏仪无法工作。此种情况须加接辅助真空系统,提高对被检件的抽速。最简单的辅助真空系统只需一个机械泵和两个阀门(图1-8),复杂的系统可由前级泵、次级泵、阀门、真空规及标准漏孔等组成。次级泵可用扩散系或罗茨泵,前级系最好用气镇式机械泵。

东俊真空钎焊工作室
地址:江苏省扬州市维扬路349号
邮政编码:225000
联系人: 蔡东俊
SKYPE:jsyzcdj
联系电话:0514-87816911
传真:0514-87816911
联系手机:13905275926
QQ:649200691
E-mail: vacuum.brazing@gmail.com
网 址:http://www.brazing.com.cn
网站:www.china-market-expertise.de
德国联系地址: Ringenkuhler Stra?e 26
34298 Helsa
联系人:李向珍
联系电话: 004956049180277
手机: 004956049180277
传 真: 004956049180278
电子邮件info@china-market-expertise.de
新加坡联系地址:10 Anson Road #05-17
联系人: Feng Guo An
联系电话:+65-6756 3629
手机:+0065-6756 3629
传 真: +0065-6754 8382
电子邮件:fengga@el.sg