真空钎焊工艺
更多猛料!欢迎扫描下方二维码关注东俊真空钎焊工作室。

真空钎焊通用工艺规程
总则
1.1本守则适用于小型铝制板翅式换热器的真空钎焊(包括散热条);
1.2本守则是铝制板翅式换热器真空钎焊操作人员的法规性文件,必须遵照执行;
2.真空钎焊炉的技术性能;
2.1大炉有效加热区尺寸为1500×900×900毫米(长×宽×高);小炉有效加热区尺寸为1200×800×800毫米(长×宽×高);
2.2炉子最高温度:700℃;
2.3炉温均匀性±3℃;
2.4极限真空度:大8.0×10-4Pa,小炉6.7×10-4Pa;
2.5常用真空度10-1~10-3Pa;
2.6炉子总负荷:大炉1000Kg,小炉800K g;
2.7压升率:0.50Pa/h;
2.8加热功率:大炉260KW、小炉240KW;
3.对炉子维护保养的要求
3.1炉子的状态应经常保持良好;
3.2停炉时,应关闭炉门,避免潮湿空气进入内部,保持适当的真空度;
3.3计量仪器应按照仪器仪表的管理进行定期校验,保证量值的正确可靠,避免仪器失灵而造成废品损失;
3.4炉内应进行定期或不定期刷除镁粉和清理脏物,防止工件表面污染;
3.5水路.气路管线应保持畅通,各阀门开关灵活;
3.6电气绝缘和炉子密封性能良好;
3.7钎焊炉应保持完好状态,每月进行一次设备点检,真空度2×10-2;
5×10-3.水压0.1~0.3MP a;
3.8环境保持清洁,养成文明生产习惯;
4.工件装炉的注意事项
4.1工件进出炉应注意磕碰;
4.2根据大小不同工件装炉时应注意:
4 2.1工件放置应尽量保持水平;
4 2.2工件六个面距各向加热元件的距离应大致均匀相同;
4 2.3工件装炉时应注意安全;
5.真空钎焊工艺
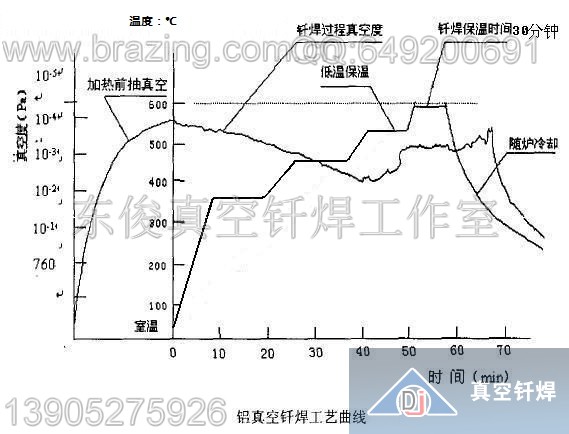
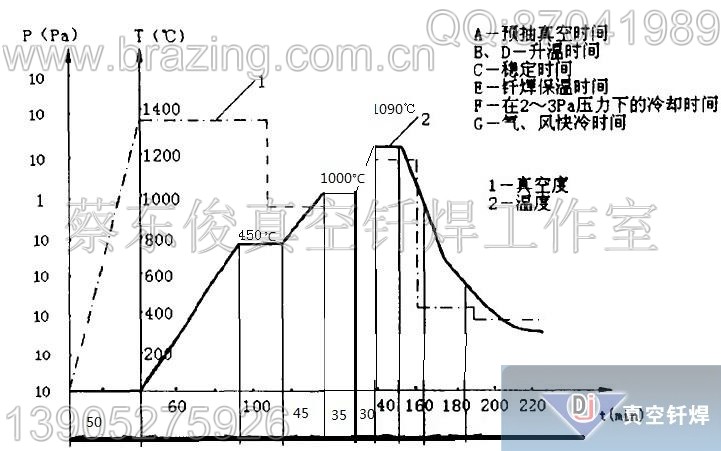
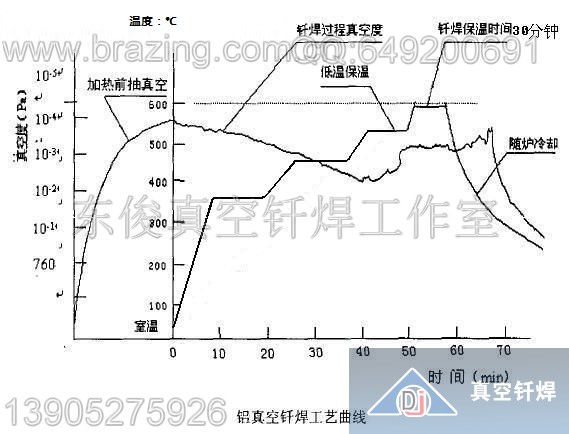
5.1工件入炉后关上炉门,先启动机械真空泵,打开旁路阀,抽真空约10分钟后再启动罗茨泵,打开主路阀启动扩散泵,扩散泵工作80-90分钟,在这段时间中,,可以边抽真空边预温360度以下,,到扩散泵起作用后,真空度达到10-2Pa以上继续加温到钎焊结束(注:在加温中真空度有一定的下降);需要暂停,等到真空度恢复在继续加热。
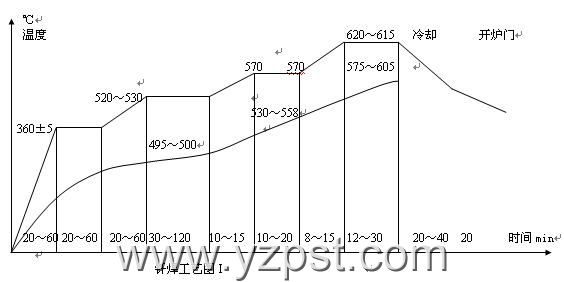
5.2炉温温度在520℃以前升温速度应缓慢,以避免出现内外较大的温差,根据温差的情况和工件的大小可以加速或中间增加保温段,目的是使内外温差尽量缩小,提高真空度,一般小工件可以升温快些(见钎焊-工艺图);
5.3当工件中心温度达到或接近钎焊温度时,可视工件大小提前或推迟,当达到钎焊温度时应停止加热,使工件在钎焊温度下恒温钎焊(见钎焊-工艺);
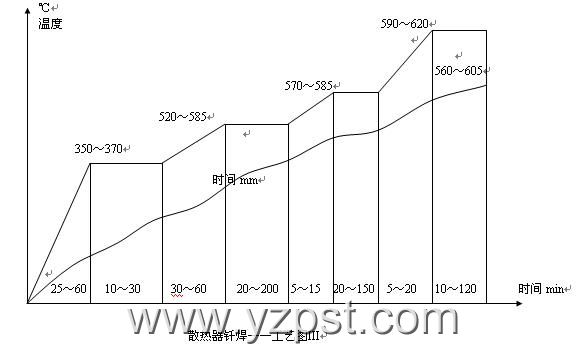
5.4钎焊工件温度换热器为575~605度、散热条为560―605度,对大工件应控制心部温度,钎焊时间应根据工件大小来决定;
5.5工件出炉后,在空气中自然冷却,此时要检查钎焊缝是否饱满,检查钎焊质量及外形尺寸等项目,然后在工件上打上钎焊钢印(包括:钎焊日期、或编号);
5.6钎焊过程参数应做好详细记录,记录要纳入产品质量档案,以备分析和研究产品质量问题时查考;
5.7规定工件宽度小于或等于150毫米时,按钎焊―工艺图Ⅰ进行,工件宽度大于150毫米时,按钎焊―工艺图Ⅱ进行钎焊,散热条按钎焊―工艺图Ⅲ进行;
6.附图:钎焊―工艺图Ⅰ,钎焊―工艺图Ⅱ,钎焊―工艺图Ⅲ进行。

更多猛料!欢迎扫描下方二维码
关注真空钎焊微信公众号

东俊真空钎焊工作室
地址:江苏省扬州市维扬路349号
邮政编码:225000
联系人: 蔡东俊
SKYPE:jsyzcdj
联系手机:13905275926
QQ:649200691
E-mail: vacuum.brazing@gmail.com
网 址:http://www.brazing.com.cn


