|
真空炉扩散泵工作原理、结构和维护

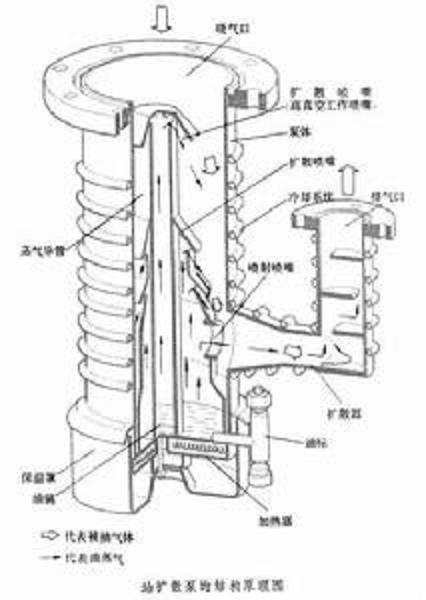
真空系统中的油扩散泵是靠高速蒸汽射流来携带气体以达到抽气的目的,它工作在高真空区域,其工作压强范围为10-2~10-6pa。油蒸汽从伞形喷咀(如I级喷咀)以超音速喷出后,其速度逐渐增大,压力及密度逐渐降低。
1.概述 油扩散泵的工作原理与水蒸汽喷射泵相似,都是靠高速蒸汽射流来携带气体以达到抽气的目的,故有如水蒸汽喷射泵相似的特点。不同点是扩散泵工作在高真空区域,其工作压强范围为10-2~10-6pa。广泛用于电子、化工、冶金、机械、石油及原子能等工业部门中。
2.油扩散泵的工作原理与结构
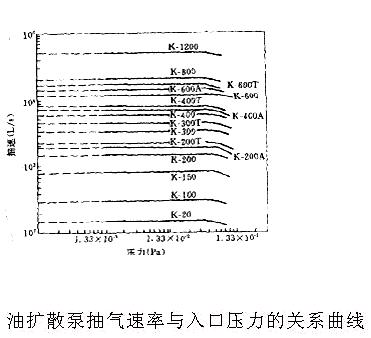
当油蒸汽从伞形喷咀(如I级喷咀)以超音速喷出后,其速度逐渐增大,压力及密度逐渐降低,射流上边的被抽气体A因密度差要向蒸汽射流中扩散并被射流携带到水冷的泵壁处B,在B处,工作蒸汽大部分被冷凝成油滴沿泵壁流回到油锅中循环使用,而被抽气体在B处堆积、压缩,最后被下级射流携带走,以达到逐级压缩,最后被前级泵抽走。其抽速特性曲线如图所示。
利用低压、高速和定向流动的油蒸气射流抽气的真空泵。这种泵的极限真空为10-4~10-5帕,工作压力范围为10-1~10-4帕,抽速范围为几十至十几万升/秒(1升=10-3米3)。油扩散泵是获得高真空的主要设备,广泛用于真空冶炼、真空镀膜、空间模拟试验和对油污染不敏感的一些真空系统中。
简史 1915年,德国物理学家W.盖得发表了他研究的扩散泵报告。1916年,美国人I.朗缪尔制成泵壁带有冷却系统的所谓冷凝泵。这些泵以汞蒸气为工作介质可获得10-5帕真空。1928年,英国人C.D.伯尔奇发现高沸点的石油衍生物,1936年,C.D.希克曼等人制成人工合成油。这两种油在室温下的饱和蒸气压都非常低,从而取代了汞作为扩散泵的工作液。从此油扩散泵在高真空领域的工业生产和科学试验中就日渐普遍使用,并奠定了高真空技术的基础。60年代开始,油扩散泵又有了新的发展。主要的改进是:①泵的材料采用放气量甚小的不锈钢。②采用饱和蒸气压很低、热稳定性好的油如聚苯醚和硅油作为泵的工作液。③改革结构,新型油扩散泵在泵口法兰不变和不过分增大泵的外形尺寸条件下,在法兰下部突出地扩大泵腔的断面,其抽气速率可增大20~40%。如在此装设一个大直径扩散喷嘴和液氮冷却的大直径挡油帽等。泵可有通常泵(指没有扩大泵腔断面的泵)的抽气速率,并比较彻底地克服了泵的返油而获得低于10-8帕清洁超高空。因此,油扩散泵在清洁超高真空的工业生产和科学试验中又取得重要的地位。
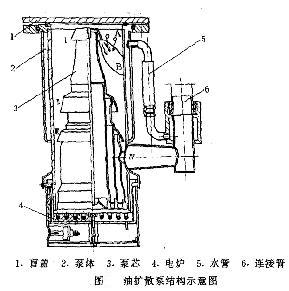
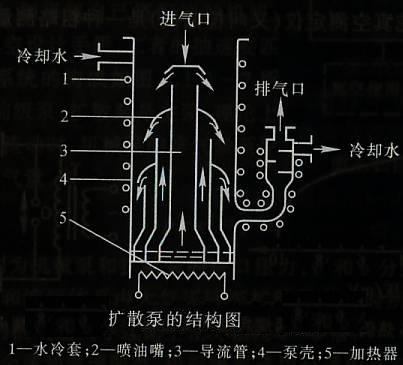
结构和工作原理 油扩散泵主要由泵体、扩散喷嘴、蒸气导管、油锅、加热器、扩散器、冷却系统和喷射喷嘴等部分组成(见图)。当油扩散泵用前级泵预抽到低于1帕真空时,油锅可开始加热。沸腾时喷嘴喷出高速的蒸气流,热运动的气体分子扩散到蒸气流中,与定向运动的油蒸气分子碰撞。气体分子因此而获得动量,产生和油蒸气分子运动方向相同的定向流动。到前级,油蒸气被冷凝,释出气体分子,即被前级泵抽走而达到抽气目的。
泵油的蒸气压直接影响泵的真空性能。但油扩散泵所使用的任何泵油,都是蒸气压不同的多组分的混合物。因此,要提高油扩散泵的抽气和真空性能,泵在工作中自身还要对泵油进行分馏和净化。分馏目的是使高蒸气压组分的油不进入高真空工作喷嘴(高真空端的喷嘴);净化目的是使高蒸气压组分的油在工作过程中不断为前级泵所抽除,使油逐渐趋于纯净。
泵油分馏主要是利用泵油各组分的蒸发温度不同,使它们分别在不同的锅炉面积上蒸发。当工作后冷凝回流的泵油流到有保温罩部分的泵壁时,油即得到预加热,随即流到油锅周边,经锅底环形加热器加热,轻馏分的油达到蒸发温度便在外层蒸发而进入低真空工作喷嘴 (靠近前级泵的喷嘴);未能蒸发的某些轻馏分油也因比重较其他馏分油小而浮到油面上。由于外层蒸气导管的限制,这部分馏分蒸发后仍进入低真空工作喷嘴。重馏分的油在外层蒸气导管中因未达到蒸发温度而未蒸发,遂从外层由锅底间的缝隙流到油锅中心蒸发,进入高真空工作喷嘴。轻、重馏分的油蒸气这样分道供给低真空工作喷嘴和高真空工作喷嘴这一过程谓之分馏。从喷射喷嘴喷出的油蒸气在前级得不到充分的冷却,蒸气中的轻馏分即未能完全冷凝而被前级泵抽除。如此循环工作,泵油中的轻馏分便越来越少,重馏分的比例则越来越大,泵油便逐渐趋于纯净。这一过程谓之净化。泵油的分馏和净化,对提高泵的极限真空有重要作用。
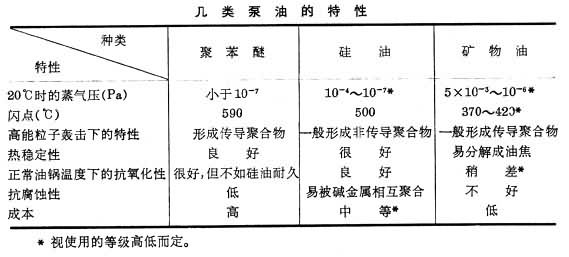
泵油 在泵结构一定和无漏气的前提下,油扩散泵的抽气特性和极限真空主要取决于泵油的性能。泵油种类很多,表为几类主要泵油及其特性。
扩散泵油被电炉加热时,产生油蒸气沿着导流管经伞形喷嘴向下喷出。因喷嘴外面有机械泵提供的真空(Pa),故油蒸气流可喷出一长段距离,构成一个向出气口方向运动的射流。射流最后碰上由冷却水冷却的泵壁凝结为液体流回蒸发器,即靠油的蒸发 喷射 凝结重复循环来实现抽气。由进气口进入泵内的气体分子一旦落入蒸气流中便获得向下运动的动量向下飞去。由于射流具有高流速(约200m/s),高的蒸气密度,且扩散泵油分子量大(300~500),故能有效地带走气体分子。气体分子被带往出口处再由机械泵抽走。
油扩散泵的维护和保养
1、油扩散泵安装时应垂直放置,使泵内泵芯部件处于正常工作状态。各橡胶密封处应密封可靠。
2、油扩散泵加热前必须保证冷却水畅通,泵内处于约1帕的真空状态下方可加热。
3、油扩散泵停止工作时,泵内应避免放入大气,以延长泵油寿命并减少泵油的吸气量,特别应禁止泵刚停止工作尚未冷却就放入大气,以免泵油氧化。
4、油扩散泵长期存放,最好抽成真空,以防止泵油污染和各零件腐蚀,并应吹净冷却水管和水套的余水。
5、被抽气体应是干燥,无腐蚀,无灰尘的室温状态下的气体。
6、泵正常工作时性能突然变坏,应检查加热器是否短路、断路,以及三相电流是否平衡。
7、在长期工作后,泵性能逐渐变坏,应检查油量是否减少或氧化,以便增添油量或清洗后烘干换新油。
8、一次装卸后,如性能上不去,可检查是否密封可靠或装配不当。
9、操作过程中,应注意扩散泵的前级机械泵的工作是否正常,一般机械泵的极限压力应比泵前级压力低于一个数量级,当机械泵性能变坏后直接影响油扩散泵的正常工作。
10、对用泵芯采用拉申旋压形成的中小型泵,第一级喷嘴帽轻轻旋紧,应防泵芯受重压变形。
图 油扩散泵的工作原理与结构
扩散泵外观

扩散泵内部结构


扩散泵加热部分

保养注意事项
(1)油扩散泵安装或维修时应垂直放置,使泵芯部件处于正常工作状态。
(2)清洗零件及泵腔时,先用航空汽油清洗,然后用丝绸蘸乙醚或丙酮进行擦洗,并置于80-100℃下烘干或用电吹风吹干。
(3)清洗完毕后,按顺序进行装配,注意保持泵芯与泵底垂直,并与泵腔同心,各级喷嘴间隙要按原要求调整好。
(4)连接密封处,橡胶密封应可靠。
(5)扩散泵如暂时不用,保管期间应在室温保持真空状态,以免泵油污染和零件腐蚀,并将冷却水套内的剩水吹净。
(6)在长期工作后,泵性能逐渐变坏,应检查油量是否减少或氧化,必要时增添油量,更换新油时要清洗后烘干。
目前最新加热方式是在扩散泵的底部采用感应加热方式。
一、真空钎焊炉的扩散泵用感应加热器的必要性
在国内真空镀膜扩散泵以电阻丝加热最为普遍,电阻丝加热方式通过烧红来烘烤真空锅炉底部,从而加热里面的导热油来使扩散泵里面的温度上升来达到设备的工作要求。电阻丝加热热转换率低,有很大一部分热量浪费在空气中,利用的很少一部分。工业电磁加热在扩散泵上应用,给扩散泵行业带来了福音。扩散泵电磁加热原理是通过把电能转换为磁能的一种加热方式,热转化率可高达98%以上。
二、扩散泵电磁加热器的优势
1、高效节能,比电阻丝加热方式节电40%以上,加热速度快,加热均匀。
2、发热功率大,还可根据自身需要调节使用功率,传统电阻丝功率过大后对电阻丝本身的伤害加会加大,电阻丝金属本身在高温下会快速挥发,迅速老化而失效,所以需要不定期的更换,而电磁加热系统的的特点是被感应的料筒金属内部自身发热,电损耗小,功率大也不影响使用寿命。
3、扩散泵电磁加热只有被加热物体加热,避免了传统加热过程中的不安全因素。
4、扩散泵电磁加热系统的热能由料筒金属整体产生,温度控制事实准确,料筒内外温度一致,明显改善产品质量,提高了生产效率,可以长时间在恶劣环境中工作。
5、高频加热系统本身不发热,因此不会把周围的油污、塑料颗粒等加热碳化,因此不会产生漏电、短路等故障。
三、扩散泵电磁加热器效果
扩散泵作为真空系统的主泵已经有几十年的历史了,而扩散泵的加热方式迄今为止虽有N个变化方式却多不尽人意。国内的真空镀膜扩散泵以电阻丝最为普遍,电阻丝加热是通过烧红来烘烤真空锅炉底部,从下往上加热锅内的导热油,这样来使扩散泵里的温度上升,从而达到设备的工作要求。
然而电阻丝加热,热转化率低,有超过50%以上的热量是加热了空气,利用起来的反倒只是少一部分。电磁加热比电阻加热的原因就是热量的利用率上,扩散泵电磁加热的应用可以说是给扩散泵行业带来了福音。通过将电能转换为磁能,热能的方式,热效率达到98%以上,节电30%-70%以上。
四、扩散泵电磁加热节能改造好处
1、预热时间缩短了2/3,提高了生产效率。
2、加热线盘本身不发热,基本没有热量散发到空气中,大大降低了工作环境的温度。员工的工作环境也因此得到了改善。
3、拆除了电阻式加热盘,为企业电阻加热盘的维修和定期更换节省了一大笔费用。
4、设备停机后,设备冷却时间缩短了1/2,节省了冷却设备的用电量。
五、扩散泵电磁加热器安装注意事项
1、扩散泵电磁加热器在改装前首先要测量好他原有的功率大小,一般水料机都是以烧煤为主,那就看机台24H的产量,所加工的原料是什么类型来判断要多大功率的电磁加热控制器
2、拆煤炉的时候要把离料筒周围10cm没用的金属杂物也拆掉,以免影响改造,同时也因周围有金属,电磁线也给它加热
3、包裹保温棉,这一步要非常仔细有耐心,把保温棉用高温绷带包裹在料筒上面,在勒紧的前提下一定要保持保温棉的厚度在20-25MM左右,不要超出这个范围,一般在同一台机上把握在一个数值上,不能上下前后不一,不然控制板因工作频率偏高或偏低自动保护停止工作的,同时也影响控制板的使用寿命
4、电磁线缠绕在料筒上面,由于造粒机功率主要在料筒的前端,所以下料的那段多绕电磁线,温度不需要很高的地方可以分成段绕,比如绕5-6圈空出点距离在绕,绕线总的规则是温度需要高电磁线可以密绕,温度低可以分段绕,不可疏散的绕线。
5、安装热技术电磁感应加热器,控制柜的进线接380V电源,出线接线圈两个端子。
6、调试:需要专业工厂进行。
东俊真空钎焊工作室
地址:江苏省扬州市维扬路349号
邮政编码:225000
联系人: 蔡东俊
SKYPE:jsyzcdj
联系手机:13905275926
QQ:649200691
E-mail: vacuum.brazing@gmail.com
网 址:http://www.brazing.com.cn
|


