¬ΝΜζ”Άά以Τς’φΩ’«ΞΚΗΙΛ“’ |
| Ής’ΏΘΚ≤ΧΕΪΩΓ »ΥΤχΘΚ30067 »’ΤΎΘΚ2026-06-10 11:28:33 |
|
’φΩ’«ΞΚΗΙΛ“’
1.Ήή‘ρ
1.1±Ψ Ί‘ρ ”Ο”Ύ¬ΝΜζ”Άά以ΤςΒΡ’φΩ’«ΞΚΗΘΜ
1.2±Ψ Ί‘ρ «¬ΝΜζ”Άά以Τς’φΩ’«ΞΚΗ≤ΌΉς»Υ‘±ΒΡ±ξΉΦ–‘ΈΡΦΰΘ§±Ί–κ―œΗώΉώ’’÷¥––ΘΜ
2.’φΩ’«ΞΚΗ¬·ΒΡ÷ς“ΣΦΦ θΙφΗώΦΑ≤Έ ΐΘΜ
2.1Βγ‘¥Βγ―Ι:3œύ380VΓά10%
2.2’φΩ’«ΞΚΗ¬·”––ßΦ”»»«χ≥Ώ¥γΒγ‘¥ΤΒ¬ ΘΚ50HzΓά10%
2.3¬·–ΆΦΑ–Ά ΫΘΚ ΒΞ “ΓΔΈ‘ Ϋ
2.4”––ßΦ”»»«χ≥Ώ¥γΘΚ 900ΓΝ900ΓΝ1600mm
2.5ΉΑΝœΝΩΘΚ 1200Kg
2.6’φΩ’«ΞΚΗ¬·ΉνΗΏΈ¬Ε»ΘΚ800ΓφΘΜ
2.7’φΩ’«ΞΚΗ¬·ΨυΈ¬–‘ΘΚΓά3ΓφΘΜ
2.8’φΩ’«ΞΚΗ¬·ΦΪœό’φΩ’Ε»ΘΚ4ΓΝ10-4PaΘ®Ω’¬·ΓΔάδΧ§Θ©ΘΜ
2.9’φΩ’«ΞΚΗ¬·ΙΛΉς’φΩ’Ε»10-1ΓΪ10-3PaΘΜ
2.10Έ¬Ε»ΩΊ÷ΤΘΚ10Έ¬«χ÷«ΡήΩΊΈ¬Θ§ΩΊΈ¬ΨΪΕ»Γά1ΓφΘΜ
2.11…ΐ―Ι¬ ΘΚΓή0.2Θ®Pa/hΘ©ΘΜ
2.12Φ”»»ΙΠ¬ ΘΚ 260KWΘΜ
2.13≥ιΩ’ ±ΦδΘΚ Γή 30Ζ÷÷”Θ®Ω’‘Ί¥”¥σΤχ≥ιΒΫΙΛΉς’φΩ’Ε»,≤ΜΚ§ά©…Δ±Ο‘Λ»» ±ΦδΘ©
2.16…ΐΈ¬ ±ΦδΘΚ Γή 35Ζ÷÷”Θ®Ω’¬·”… “Έ¬…ΐ÷Ν800ΓφΘ©
2.17Ήν¥σά以Τχ―ΙΘΚ 2barΘ®ΨχΕ‘―ΙΝΠΘ©
3.Ε‘¬·Ή”Έ§ΜΛ±Θ―χΒΡ“Σ«σΘΚ
3.1¬·Ή”ΒΡΉ¥Χ§”ΠΨ≠≥Θ±Θ≥÷ΝΦΚΟΘΜ
3.2ΆΘ¬· ±,”ΠΙΊ±’¬·Ο≈,±ήΟβ≥± ΣΩ’ΤχΫχ»κΡΎ≤ΩΘ§±Θ≥÷3ΓΝ10-1PaΒΡ’φΩ’Ε»ΘΜ
3.3Υυ”–ΦΤΝΩ“«Τς”ΠΑ¥’’“«Τς“«±μΒΡΙήάμΫχ––Ε®ΤΎ–Θ―ιΘ®“ΜΡξΦλΘ©Θ§±Θ÷ΛΝΩ÷ΒΒΡΉΦ»ΖΩ…ΩΩ,±ήΟβ“«Τς ßΝιΕχ‘λ≥…ΖœΤΖΥπ ßΘΜ
3.4¬·ΡΎΟΩ¬·¥Έ”ΠΫχ––ΥΔ≥ΐΟΨΖέΚΆ«εάμ‘ύΈοΘ§Ζά÷ΙΙΛΦΰ±μΟφΈέ»ΨΘΜ
3.5Υ°¬Ζ.Τχ¬ΖΙήœΏ”Π±Θ≥÷≥©Ά®Θ§Έό≈ήΟΑΒΈ¬©Θ§ΗςΖßΟ≈ΓΔΩΣΙΊ±Ί–κΝιΜνΘ§Ε·ΉςΩ…ΩΩΘΜ
3.6¬·Ή”ΒγΤχΨχ‘ΒΚΆΟήΖβ–‘Ρή±Ί–κ±Θ≥÷ΝΦΚΟΉ¥Χ§ΘΜ
3.7«ΞΚΗ¬·ΟΩΧλΩΣ¬·«ΑΫχ––“Μ¥Έ…η±ΗΒψΦλΘ®Φϊ…η±ΗΒψΦλ±μΘ©ΘΜΉωΚΟ…η±ΗΜζ–Β≤ΩΖ÷»σΜ§Θ§Φλ≤ιΜζ–Β±ΟΓΔ¬ό¥Ρ±ΟΓΔά©…Δ±ΟΓΔΈ§≥÷±Ο»σΜ§”Ά±Ί–κ‘Ύ”Ά±ξœΏ÷°ΦδΘ§Έό―θΜ·ΓΔ±δ…ΪΓΔ»ιΜ·œ÷œσΘΜ
3.8ΜΖΨ≥±Θ≥÷«εΫύΘ§ΟΩ¥ΈΩΣ¬·«ΑΚσΕΦ“Σ¥ρ…®Έά…ζΘ§ΩΣ¬·Κσ”ΟΆœ≤ΦΫΪΒΊΟφΆœΗ…ΨΜΘΜΚΗΫ”Άξ≥…Κσ“ΣΑ―Υυ”–”ΟΒΫΒΡΙΛΨΏΓΔ“©ΤΖΓΔΗ®÷ζ…η±ΗΒ»Α¥“Σ«σΖ÷άύ’ϊάμΘ§Α≤Ζ≈ΆΉΒ±,―χ≥…ΈΡΟς…ζ≤ζœΑΙΏ;
4.ΙΛΦΰΉΑ¬·ΒΡΉΔ“β ¬œν
4.1ΙΛΦΰΫχ≥ω¬·”ΠΉΔ“βΩΡ≈ωΘ§Ϋχ¬· ±”Π¥ςœΗΟό…¥ ÷ΧΉ“‘±ήΟβΙΛΦΰΈέ»ΨΘ§≥ω¬· ±”Π¥ς ·Οό ÷ΧΉΘ§Ζά÷ΙΙΛΦΰΈ¬Ε»ΙΐΗΏΧΧ…Υ»ΥΧε;
4.2ΗυΨί≤ζΤΖ¥σ–ΓΓΔΆβΙέ–ΈΉ¥≤ΜΆ§ΓΔ ΐΝΩ≤ΜΆ§ΓΔΚώ±Γ≤ΜΆ§ΓΔΑ≤Ζ≈ΈΜ÷Ο≤ΜΆ§Θ§ΙΛΦΰΉΑ¬· ±”ΠΉΔ“βΉω≥ω Β±Βς’ϊΘΚ
4 2.1ΙΛΦΰΖ≈÷Ο”ΠΉωΒΫ±Θ≥÷Υ°ΤΫΘ§¬ζΉψΤΫΟφΕ»“Σ«σ;
4 2.2ΙΛΦΰΝυΗωΟφΨύΗςœρΦ”»»‘ΣΦΰΒΡΨύάκ”Π±Θ≥÷Ψυ‘»œύΆ§Θ§ΙΛΦΰ…œœ¬Ήσ”“±Ί–κΑ≤÷ΟΜνΕ·ΒγώνΘΜΜνΕ·Βγών”ΠΨΓΩ…ΡήΫ”ΫϋΙΛΦΰΒ±≤ΜΡήΫ”¥ΞΙΛΦΰΘΜ
4 2.3 ΙΛΦΰΉΑ¬· ±”ΠΉΔ“βΑ≤»ΪΘ§≤ΜΩ…ΙΈ…ΥΙΛΦΰΓΔ¥Ξ≈ω¬·±ΎΒΡΙΧΕ®ΒγώνΘΜ
5.’φΩ’«ΞΚΗ≤ΌΉςΙΛ“’“Σ«σΘΚ
5.1 ΩΣ¬·«ΑΒΡΦλ≤ιΙΛΉς
Φλ≤ι―≠ΜΖΥ°Ιή «Ζώ¬©Υ°Θ§―≠ΜΖΥ°ΙήΖßΟ≈ΒΡΙΊ±’ «Ζώ’ΐ»ΖΘ§Υ°œδΡΎ «Ζώ”–ΉψΙΜΒΡΥ°Θ§Υ°±μ÷Η’κ «ΖώΈόœ‘ ΨΜρœ‘ Ψ‘≠ Φ≤Έ ΐΘΜ
5.2 ΩΣΤτΥ°œΒ―≠ΜΖœΒΆ≥
5.2.1Φλ≤ιΗςΖßΟ≈ΩΣΙΊ «ΖώΖϊΚœ Ι”Ο“Σ«σΘ§±Θ÷ΛΫχ»κ«ΞΚΗœΒΆ≥ΒΡΟΩ“ΜΗωΖßΟ≈±Ί–κ¥Π”ΎΩΣΤτΈΜ÷ΟΘ§«“ΖßΟ≈¥Π≤ΜΡή¥φ‘Ύ¬©Υ°œ÷œσΘΜ
5.2.2œ»¥ρΩΣΒγΩΊΙώΒΡΉήΒγ’ΔΘ§‘ΌΩΣΤτΥ°―≠ΜΖΒγΩΊΙώ…œΒΡΥ°―≠ΜΖΒγ’ΔΘ®ΉΔ“βΘΚ¥Υ ±Μα“ρΥ°―ΙΒΆ”ΎΒγΫ”―ΙΝΠ±μ…ηΕ®÷ΒΕχ≤ζ…ζΖδΟυ±®Ψ·Θ§”ΠΝΔΦ¥Α¥œ¬ΒγΩΊΙώ…œΒΡœϊ“τΑ¥≈Ξœϊ“τΘ§Φλ≤ιΥ°―Ι≤ΜΙΜΒΡ‘≠“ρΘ§Β»œΒΆ≥ΡΎΒΡΥ°―Ι’ΐ≥Θ ±≤≈ΡήΫχ––œ¬“Μ≤ΫΕ·ΉςΘ©ΘΜ
5.2.3 ΩΣΤτΥ°―≠ΜΖΒγΩΊΙώ…œΒΡ÷ς―≠ΜΖΥ°±ΟΩΣΙΊΘ®ΉΔ“βΘΚ»τ ÷Ε· ±Θ§≤ΜΡήΆ§ ±¥ρ÷ς―≠ΜΖΚΆ±Η”ΟΥ°±ΟΘ©ΘΜ
5.2.4 Α¥œ¬Υ°―≠ΜΖΒγΩΊΙώ…œΒΡ≈γΝήΑ¥≈ΞΘΜ
5.2.5 ΫΪΥ°―≠ΜΖΒγΩΊΙώ…œΒΡΖγΜζΩΣΙΊΉΣΜΜ÷ΝΓΑΉ‘Ε·Γ±ΈΜΘ§Β±―≠ΜΖΥ°Έ¬¥οΒΫ…ηΕ®÷Β ±Θ§ΖγΜζΜαΉ‘Ε·ΩΣΤτΓΘ»τΖγΜζΩΣΙΊ–ΐ÷ΝΓΑ ÷Ε·Γ± ±Θ§Φ¥Ω… ÷Ε·ΩΣΤτΖγΜζΓΘ
5.3 ¥ρΩΣΩ’Τχ―ΙΥθΜζΘ§―ΙΥθΩ’Τχ―ΙΝΠ‘Ύ0.6-0.8MPaΘΜΩΣΈ§≥÷±ΟΘ§‘Φ2Ζ÷÷”ΚσΩΣά©…Δ±ΟΓΘά©…Δ±Ο‘Λ»»–η“Σ1.5–Γ ±Θ§‘Ύά©…Δ±Ο‘Λ»»ΤΎΦδΩ…Ϋχ––ΙΛΦΰΒΡΑ≤Ζ≈ΙΛΉςΓΘ
5.4 ΙΛΦΰΒΡΑ≤Ζ≈:Α¥’’’φΩ’¬·≤ζΤΖΑΎΖ≈ΙφΕ®ΓΘ
«ΞΚΗ¬·≤ζΤΖ»κ¬·ΑΎΖ≈ΙφΕ®
ΈΣΝΥ”––ßάϊ”Ο’φΩ’«ΞΚΗ¬·ΒΡ¬·«ΜΩ’ΦδΘ§ΧαΗΏ…ζ≤ζ–߬ Θ§≤Δ«“±Θ÷Λ≤ζΤΖΒΡΚΗΫ”÷ ΝΩΘ§’κΕ‘±ΨΙΪΥΨΡΩ«Α≈ζΝΩ…ζ≤ζΒΡ≤ζΤΖΫαΙΙΘ§ΧΊ÷ΤΕ®±ΨΙφΕ®ΓΘ
ΑΎΖ≈ΖΫ ΫΘΚ4Ν–Θ§ΟΩΝ–8≈≈
Ι≤ΑΎΖ≈ΘΚ32Χ®
ΑΎΖ≈ΖΫ ΫΘΚ3Ν–+2Χ®Θ§ΟΩΝ–8≈≈
Ι≤ΑΎΖ≈ΘΚ26Χ®
ΑΎΖ≈ΖΫ ΫΘΚ2Ν–+3Χ®Θ§ΟΩΝ–8Χ®
Ι≤ΑΎΖ≈ΘΚ19Χ®
±ύ÷Τ/»’ΤΎΘΚ ≈ζΉΦ/»’ΤΎΘΚ
5.4.1 ΉΦ±Η«ΞΚΗΘΚΥ…ΩΣ≥ί»ΠΘ§¥ρΩΣΤΤΩ’ΖßΘ§¬· “ΡΎΆβ―ΙΝΠΤΫΚβΚσΙΊ±’ΤΤΩ’ΖßΘ§¥ρΩΣ¬·Ο≈ΘΜ
5.4.2 ΫΪΙΛΦΰΖ≈»κ¬·ΡΎΓΘΫΪΗΏ¥ΩΟΨΩ≈ΝΘΘ®99.99ΘΞΘ©Ζ≈»κΉ®Ο≈ΒΡΟΨΚ–ΡΎΘ§Α¥1dm»ίΜΐΖ≈÷Ο2.5Γά0.5mgΟΨΩ≈ΝΘΘΜ‘ΌΫΪΟΨΚ–Ζ≈‘ΎΒΉ≈Χ÷–―κΘΜ
5.4.3 ΫΪΙΛΦΰ±μΟφ‘Ό¥Έ”Ο±ϊΆΣ≤Νœ¥ΨΜΘ®ΉΔ“βΘΚΙΛΦΰ≤Νœ¥ΙΛΉς±Ί–κ¥ςœΗΟό…¥ ÷ΧΉΘ§Ζά÷ΙΙΛΦΰ±ΜΈέ»Ψ
5.4.4 »ΓΥΡΗυΜνΕ·»»ώνΘ§ΫΪ»»ώνΒΡ«ΑΕΥΖ÷±π÷Ο”ΎΙΛΦΰΗΫΫϋΒΡ…œœ¬Ήσ”“ΥΡΗωΈΜ÷ΟΘ®ΉΔ“βΘΚ÷ΜΩ…ΫΪ»»ών÷Ο”ΎΙΛΦΰΗΫΫϋΘ§«“‘ΫΫϋ‘ΫΚΟΘ§ΒΪ≤ΜΩ…»ΟΤδΫ”¥ΞΙΛΦΰΘ©ΘΜ
5.4.5 ΙΊ±’¬·Ο≈ΘΚΑ¥œ¬ΓΑΥχΫτΓ±ΩΣΙΊΥχΫτ≥ί»ΠΘ§ΫΪ¬·Ο≈ΥχΫτΓΘ
5.5 Α¥œ¬Μζ–Β±ΟΩΣΤτΑ¥≈ΞΩΣΤτΜζ–Β±ΟAΓΔBΘ§Ιέ≤λΜζ–Β±Ο «ΖώΙΛΉς’ΐ≥ΘΘΜ
5.6 ΩΣΤτ‘Λ≥ιΖßΘ§Β±’φΩ’Ε»≥ι÷Ν6.0-0«ß≈Ν ±ΩΣΤτ¬ό¥Ρ±ΟΘ§Β±’φΩ’Ε»≥ι÷Ν2ΓΝ10-2≈Ν ±Θ§ΙΊ‘Λ≥ιΖßΘ§‘Λ≥ιΖßΙΊΒΫΈΜΚσΩΣ«ΑΦΕΖßΘ§«ΑΦΕΖßΩΣΒΫΈΜΚσΩΣΗΏ’φΩ’ΖßΘ§¥Υ ±Ε‘¬·Φ”»» “Ϋχ––≥ιΗΏ’φΩ’ΘΜ
5.7 Β±¬·ΡΎ’φΩ’Ε»¥οΒΫ3ΓΝ10-3 ±Θ§¥ρΩΣΦ”»»Βγ‘¥Θ§¥Υ ±Φ”»»≥Χ–ρΩΣ Φ‘Υ––Θ®ΉΔ“βΘΚΦ”»»≥Χ–ρ“ΣΧα«ΑΗυΨίΨΏΧε“Σ«σ±ύ–¥ΚΟ≤Δ δ»κΒΫΈ¬ΩΊ“«Θ®ECP550Θ© δ»κΖΫΖ®œξΦϊΘΚECP550Έ¬ΩΊ“«ΥΒΟς ιΘΜ
5.8 Φ”»»≥Χ–ρ±Ί–κ―œΗώΑ¥’’»γœ¬ΙΛ“’«ζœΏΫχ––ΘΚ
ΙΛ“’«ζœΏΖ÷ΈωΘΚ

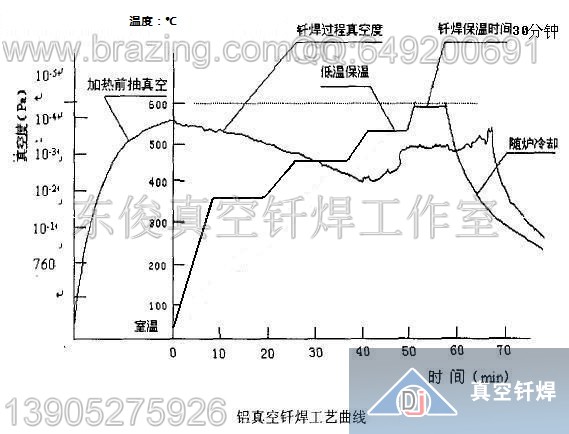
Θ®1Θ©≥ΘΈ¬ΒΫ360ΓφΒΡ…ΐΈ¬Ιΐ≥Χ”Ο ±60Ζ÷÷”Θ§»ΜΚσ360Γφ±ΘΈ¬60Ζ÷÷”ΘΜ
Θ®2Θ©360ΓφΒΫ530ΓφΒΡ…ΐΈ¬Ιΐ≥Χ”Ο ±40Ζ÷÷”Θ§»ΜΚσ530Γφ±ΘΈ¬50Ζ÷÷”ΘΜ
Θ®3Θ©530ΓφΒΫ570ΓφΒΡ…ΐΈ¬Ιΐ≥Χ”Ο ±30Ζ÷÷”Θ§»ΜΚσ610Γφ±ΘΈ¬40Ζ÷÷”ΘΜ
Θ®4Θ©570ΓφΒΫ610ΓφΒΡ…ΐΈ¬Ιΐ≥Χ”Ο ±30Ζ÷÷”Θ§»ΜΚσ610Γφ±ΘΈ¬20Ζ÷÷”ΘΜ
(5) ¥”610ΓφΉ‘»Μά以ΒΫ400ΓφΒΡΙΐ≥Χ»‘ΦΧ–χ≥ι’φΩ’Θ§300ΓφΚσΆΘ≥ι’φΩ’Θ§Υφ¬·ά以ΒΫ200ΓφΘ§¥ρΩΣ¬·Ο≈ΘΜ
ΉΔ“βΘΚΥυ”–Έ¬Ε»ΨυΈΣΙΛΦΰΈ¬Ε»Θ§œ¬Ά§ΓΘ
5.9 œΒΆ≥≥Χ–ρ―≠ΜΖΆξ±œΘ§ΙΛΦΰΈ¬Ε»ΒΫ¥ο610Γφ ±Φ”»»≥Χ–ρΉ‘Ε·ΆΘ÷ΙΘ§¥Υ ±Α¥œ¬ΒγΩΊΙώ…œΒΡΦ”»»Βγ‘¥Α¥≈ΞΘ§ΙΊ±’Φ”»»Βγ‘¥ΘΜ
5.10 ΩΣ ΦΉ‘»Μά以Ιΐ≥ΧΘ§¥Υ ±ΦΧ–χΕ‘¬·Χε≥ι’φΩ’ΘΜΒ±Έ¬Ε»ά以÷Ν400Γφ ±Θ§ΙΊ‘Λ≥ιΖßΘ§ΙΊ«ΑΦΕΖßΘΜ
5.11 ΙΊΗΏ’φΩ’ΖßΘ§ΙΊά©…Δ±ΟΘ§Β±‘Λ≥ιΖßΚΆ«ΑΦΕΖßΙΊΒΫΈΜ ±Θ§ΙΊ¬ό¥Ρ±ΟΘ§ΙΊΜζ–Β±ΟAΓΔBΘΜΘ®¥Υ ±Θ§÷ΜΝτœ¬Έ§≥÷±Ο»‘‘ΎΙΛΉςΘ©ΘΜ
5.12 Β±ΙΛΦΰΈ¬Ε»ά以÷Ν200Γφ ±Θ§Φλ≤ιά©…Δ±ΟΈ¬Ε»÷Ν’ΐ≥Θ “Έ¬ ±Θ§≤≈Ω…Α¥œ¬ΒγΩΊΙώ…œΒΡΈ§≥÷±ΟΑ¥≈ΞΘ§ΙΊ±’Έ§≥÷±ΟΘΜ
5.13 ΙΊ±’Υ°œδ―≠ΜΖΙώ…œΒΡΖγΜζΩΣΙΊΘ§ΫΪΥ°œδ―≠ΜΖΒγΩΊΙώ…œΒΡ―≠ΜΖΥ°±ΟΩΣΤτΖΫ Ϋ¥ρ÷ΝΓΑ ÷Ε·Γ±Θ§Α¥œ¬―≠ΜΖΥ°±ΟΙΊ±’Α¥≈ΞΙΊ±’÷ςΓΔΗ±ΝΫΧ®―≠ΜΖΥ°±ΟΘ§¥Υ ±ΒγΩΊΙώΜα“ρΈΣœΒΆ≥Υ°―Ι≤ΜΉψΕχ≤ζ…ζΖδΟυ±®Ψ·Θ§”ΠΝΔΦ¥œϊ“τΘΜ
5.14 ¥ρΩΣΥ°œΒ―≠ΜΖΒγΩΊΙώΟ≈Θ§ά≠œ¬Βγ’ΔΩΣΙΊΘΜ
5.15 Α¥œ¬¬·Ο≈ΓΑΥ…ΩΣΓ±Α¥≈ΞΘ§ΩΣΤτΤΤΩ’ΖßΘ§¥ΐ¬· “ΡΎΆβ―ΙΝΠΤΫΚβΚσά≠ΩΣ¬·Ο≈ΘΜ
5.16 »Γ≥ωΙΛΦΰΘ§‘ΌΫΪΟΨΚ–»Γ≥ωΘ§Θ®ΙΛΦΰ≥ω¬· ±Θ§”…”ΎΈ¬Ε»ΧΪΗΏΘ§≤ΌΉς’Ώ±Ί–κ¥ς ·Οό ÷ΧΉΘ©ΘΜ
5.17 ΙΛΦΰ≥ω¬·Κσ÷Ο”Ύ≥ΒΦδΈ¥Φλ≤β«χ”ρΘ§Β»Φλ≤β»Υ‘±Ϋχ––Φλ≤βΘ§≤ΜΚœΗώΤΖΒΞΕάΑΎΖ≈ΓΘ
5.18 «εΫύΦ”»» “Θ®”ΟΈϋ≥ΨΤςΘ©Α¥œ¬¬·Ο≈ΓΑΥχΫτΓ±ΩΣΙΊΘ§ΙΊ±’¬·Ο≈Θ§≥ι’φΩ’ΒΫ6.0ΓΝ10-1ΘΜ
5.29 ΙΊ±’ΉήΒγ‘¥ΩΣΙΊΘ§“ΜΗω―≠ΜΖΙΐ≥ΧΫα χΓΘ
6 ΉΔ“β ¬œν
6.1 –ΨΧεά以ΚσΘ§–Ε≥ΐΦ–ΨΏΓΘ–Ε≥ΐ ±”ΠΖά÷ΙΩΡ≈ωΓΘΦλ≤ι«ΞΚΗ÷ ΝΩΦΑΆβ–Έ≥Ώ¥γΒ»œνΡΩ:±βΙή”κ÷ςΑεΝ§Ϋ”άΈΙΧΓΔΟήΖβΘΜ…Δ»»¥χ”κ±βΙήΝ§Ϋ”άΈΙΧΓΔΚΗΒψΨυ‘»ΓΘΈόΝ―ΈΤΘ§Έό«ΞΚΗΕ―Μΐ,«ΞΚΗΖλ «Ζώ±Ξ¬ζΘ§≤ζΤΖΆβΙέΘΚΈόΩΡ≈ωΓΘ…Δ»»¥χΈό»έ ¥ΓΔΒΙΖϋΓΔ¥μΈΜΓΘ«ΞΚΗ÷ ΝΩΚœΗώΒΡ–ΨΧε”ΟΦΛΙβ¥ρ±ξΜζ‘ΎΙΛΦΰ…œ¥ρ…œ«ΞΚΗΗ÷”Γ(Αϋά®ΘΚ«ΞΚΗ»’ΤΎΚΆ±ύΚ≈)ΘΜ”ΠΦΑ ±¬κΖ≈’ϊΤκΘ§”Ο≤ΦΗ«ΚΟΘ§Ζά÷ΙΜ“≥Ψ‘”÷ ¬δ»κΥ°Ιή≤ζΤΖ≤ΜΚœΗώΒΡΒΞΕάΑΎΖ≈ΓΘ≤Δ«“±ξ…œ≤ΜΚœΗώ±ξΓΘΕ‘Έ¥¥οΒΫ«ΞΚΗ÷ ΝΩ“Σ«σΒΡ–ΨΧεΘ§”ΠΦΑ ±¥ΠάμΓΘ
6.2 «ΞΚΗΙΐ≥Χ≤Έ ΐ”ΠΉωΚΟœξœΗΦ«¬ΦΘ§Φ«¬Φ“ΣΡ…»κ≤ζΤΖ÷ ΝΩΒΒΑΗΘ§“‘±ΗΖ÷ΈωΚΆ―–ΨΩ≤ζΤΖ÷ ΝΩΈ Χβ ±≤ιΩΦΘΜΦ«¬Φ±μΗώΩ…≤ΈΩΦ»γœ¬ΘΚ
«ΞΚΗΙΐ≥Χ≤Έ ΐΩΊ÷ΤΦ«¬Φ±μ
±μΚ≈ΘΚwww.brazing.com.cn ≤ΌΉς’ΏΘΚ Ρξ ‘¬ »’
|
±Φδ |
’φΩ’Ε» |
Έ¬Ε» |
|
±Φδ |
’φΩ’Ε» |
Έ¬Ε» |
|
ΙΛ “’ «ζ œΏ |
|
Ήή‘Υ–– ±ΦδΘΚ |
|
|
|
|
|
|
|
|
|
|
ΕΈΚ≈ |
ΥΌ¬ |
Έ¬Ε» |
ΚψΈ¬ ±Φδ |
|
¥φ‘ΎΈ Χβ
œ¬“ΜΑύΉΔ“β ¬œνΘΚ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ϋχ ¬· ΙΛ Φΰ |
|
|
|
|
|
|
|
|
|
|
–ΆΚ≈ |
ΐΝΩ |
|
–ΆΚ≈ |
ΐΝΩ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
≤ζΤΖΑΎΖ≈ΦΑ±ύΚ≈ |
|
…Δ»»¥χΩΣΝ―«ιΩωΘ§”– Θ® Θ©Χ®Ϋœ―œ÷ΊΩΣΝ―œ÷œσΓΘ
ΩΣΝ―ΖϊΚ≈ΘΚ ΓΝ
–ιΚΗ≤ΜΩ…Ϋ” ήΘΚ Γς
–ιΚΗΩ…Ϋ” ήΘΚ Γπ
ΚΗΫ”÷ ΝΩ”≈ΘΚ Γο
ΤδΥϋΉ‘Ε®ΖϊΚ≈ΘΚ,
Ι”ΟΒΡ«ΞΝœΜρΗ¥Κœ≤≠ΈΣ Ρξ ‘¬ »’ΫχΜθ
÷ ±Θ ι±ύΚ≈ΘΚ
ΙηΘΚ %Θ§ΟΨ ΘΚ %
ΟΧΘΚ %Θ§Χζ ΘΚ %
Ά≠ΘΚ % |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7ΓΔ≤ζΤΖΒΡΉΑ≈δ
ΫαΙΙΦΰΒΡ±μΟφ‘Λ¥Πάμ
ΜΜ»»ΤςΒΡΥυ”–ΫαΙΙΦΰ‘ΎΉιΉΑ«ΑΨυ–κΨ≠Ιΐ±μΟφ¥Π άμΦ¥ΥαΦνœ¥,“‘≥ΐ»Ξ±μ≤ψΈέΙΗΓΔ”ΆΉ’ΓΔ―θΜ·ΡΛΒ»ΓΘΈέ ΙΗΜαΉηΑ≠ΙΙΦΰΦδΒΡ”––ßΫ”¥Ξ;”ΆΉ’‘Ύ’φΩ’ΗΏΈ¬ ±ΫΪ ΜαΖ÷ΫβΤχΜ·,ΫΒΒΆ’φΩ’«ΞΚΗ¬·ΡΎ’φΩ’Ε»;”…”Ύ¬ΝΚœΫπ ±μ≤ψ―θΜ·ΡΛ÷¬Οή,Τδ»έΜ·Έ¬Ε»‘Ε±»ΜυΧε≤ΡΝœΒΡ“ΣΗΏ, ΧΊ±π «Η¥ΚœΑε«ΞΝœ≤ψΒΡ―θΜ·ΡΛ‘Ύ«ΞΚΗ ±«ΞΝœ≤ψ»έΜ· ≤Μ≥δΖ÷,‘λ≥…≤ΜΡή”κ±ΜΚΗΫπ τΆξ»Ϊ»έΚœ,¥”Εχ”Αœλ«Ξ ΚΗ÷ ΝΩΓΘΈΣ¥Υ,±Ί–κ―œΗώΩΊ÷Τ‘≠≤ΡΝœΒΡ±μΟφ‘Λ¥Πάμ, Αϋά®±Ί“ΣΒΡΜζ–Β«εάμ,Ά§ ±ΥθΕΧ«ΞΚΗ«ΑΒΡΉΑ≈δ ±ΦδΓΘ
ΫαΙΙΦΰ≥Ώ¥γΙΪ≤ν
Η¥ΚœΑεΓΔ¥σ≥αΤ§ΓΔ–Γ≥αΤ§ΓΔ¥σΖβΧθΓΔ–ΓΖβΧθ‘ΎΫχ––Ε®–ΆΓΔΕ®≥ΏΦ”ΙΛΚσΒΡ≥Ώ¥γΤΪ≤ν≈δΚœ±Ί–κΒΟΒΫ”––ß±Θ ÷ΛΓΘ≥αΤ§”ΠΩΊ÷Τ‘Ύ’ΐΤΪ≤νΖΕΈß,ΖβΧθ‘ρ”ΠΩΊ÷Τ‘ΎΗΚ ΤΪ≤νΖΕΈßΓΘΖώ‘ρΈόΖ®±Θ÷ΛΉΑ≈δΚσΗ¥ΚœΑε‘Ύ”κΖβΧθΫτ Οή≈δΚœΚσ,‘Ό”κ≥αΤ§Φδ”– “ΥΒΡΫ”¥ΞΟφΜΐΦ¥«ΞΖλΦδ œΕ,“Ή‘λ≥…–ιΚΗΓΔ«ΞΖλ≤ΜΝ§–χΜρΈ¥ΚΗΚœœ÷œσΓΘ
(3)ΫαΙΙΦΰ±μΟφ¥÷≤ΎΕ»ΦΑΤδ–ΈΉ¥
ΫαΙΙΦΰ±μΟφ¥÷≤ΎΕ»”ΑœλΟΪœΗΝΠΓΘ“ΜΑψΥΒά¥,±μΟφΙΐ”ΎΙβΜ§,«ΞΝœΡ―“‘‘Ύ’ϊΗωΫ”¥ΞΟφΜΐ…œΖ÷≤ΦΨυ‘», ”…¥Υ≤ζ…ζΒΡΩ’―®Μα Ι«ΞΚΗ«ΩΕ»ΫΒΒΆ,ΧΊ±π «ΖβΧθΒΡ±μΟφ¥÷≤ΎΕ»ΓΘΈΣΝΥ±Θ÷Λ«ΞΝœΨυ‘»Ζ÷≤Φ”ΎΫ”¥ΞΚΗΖλ…œ,ΫαΙΙΦΰΒΡ«ΞΚΗΟφ”Π”– “ΥΒΡ¥÷Μ·ΓΘΆ®≥Θ,±μΟφ¥÷ ≤ΎΕ»≤ΈΩΦ÷ΒΩ…―ΓRa0ΓΛ7mm~2ΓΛ0ΠΧmΒΡΤΫΖΫΗυΈΣ“ΥΓΘΝμΆβ,ΖβΧθΒΡΡΎ≤ύ”Π÷Τ≥…30ΓψΒΡΒΙΫ«,”–άϊ”Ύ‘Ύ’φΩ’«ΞΚΗ ±ΫΒΒΆΚΗΝœΒΡ±μΟφ’≈ΝΠ,‘ωΦ”»σ Σ–‘,Φθ…Ό«ΞΚΗ»±œίΓΘ
(4)Φ–ΨΏΒΡΦ–≥÷ΝΠ
”…”ΎΜΜ»»ΤςΉΑ≈δΚσ≤…”Ο≤Μ–βΗ÷Φ–ΨΏΫχ––Φ–≥÷, Εχ≤Μ–βΗ÷Φ–ΨΏΒΡ»»≈ρ’ΆœΒ ΐ–Γ”Ύ¬ΝΚœΫπ÷ΤΤΖΒΡ,Ι Φ–ΫτΝΠΧΪ¥σ,“Ή‘λ≥…«ΞΚΗΚσ≥αΤ§Άδ«ζΒΙΖϋ;Φ–ΫτΝΠΧΪ –Γ,≥αΤ§“ΉΥ…Ά―ΓΘΙ ”ΠΗυΨίΨΏΧεΜΜ»»ΤςΒΡΫαΙΙ…ηΦΤ…ηΕ® “ΥΒΡΦ–ΫτΝΠΓΘ
8ΓΔ…ζ≤ζΙΛ“’Νς≥Χ
(1)±ΗΝœ:Ε‘Η¥ΚœΑεΓΔ≥αΤ§ΓΔΖβΧθΒ»Ϋχ––Ε®–ΆΓΔΕ® ≥ΏΦ”ΙΛΓΘ
(2)±μΟφ¥ΠάμΙΛ“’Νς≥Χ:Φνœ¥ΓζΥ°œ¥ΓζΥαœ¥ΓζΥ° œ¥Γζ»»Υ°œ¥ΓζΚφΗ…ΓΘ
(3)ΉιΉΑ:ΫΪΗ¥ΚœΑεΓΔ≤ύΑεΓΔ≥αΤ§ΓΔΖβΧθΒ»Ϋχ––Μζ –ΒΉιΚœ≥…–ΆΓΘ
(4)’φΩ’«ΞΚΗ:Ε‘’φΩ’«ΞΚΗ¬·≥ι’φΩ’ΚσΫχ––»ΐΗωΫΉΕΈΒΡΦ”»»ΓΔ±ΘΈ¬,ΤδΙΛ“’«ζœΏ»γΆΦ2Υυ ΨΓΘΦ¥:ΒΎ“ΜΫΉΕΈ(a)‘Λ»»Ε®Έ¬ΓΔ±ΘΈ¬;ΒΎΕΰΫΉΕΈ(b)–νΡήΕ®Έ¬ΓΔ±ΘΈ¬ΚΆΒΎ»ΐΫΉΕΈ(c)«ΞΚΗΕ®Έ¬ΓΔ±ΘΈ¬;ΆΘΒγΓΘ¥ΐ¬·Έ¬ΫΒ÷ΝΙφΕ®Έ¬Ε»≥ω¬·ΓΘ
(5)’ϊ–Έ:Ε‘ΜΜ»»Τς’φΩ’«ΞΚΗΚσΒΡ±δ–Έ,≤…”ΟΜζ –ΒΖ®Ϋχ––ΫΟ’ΐΓΘ
(6)ΒΦΝςΑεΚΗΫ”:≤…”Οκ≤ΜΓΚΗΖΫ ΫΚΗΫ”ΜΜ»»ΤςΒΡ ΒΦΝςΑε,Φ¥ΜΜ»»ΤςΝΫΕΥ¥σΖβΧθΈΜ÷ΟΓΘ
(7)―ΙΝΠΦλ―ι:≤…”ϥ»κΩ’ΤχΖΫ ΫΦλ―ιΜΜ»»Τς≥– ―ΙΡήΝΠ,Φ¥–Ι¬©Φλ―ιΓΘ
(8)≈γΆΩ:Ε‘ΜΜ»»ΤςΫχ––«εœ¥ΓΔΚφΗ…ΓΔ≈γΆΩΓΔΚφΗ…, ΗΡ…ΤΆβΙέ÷ ΝΩΓΘ
(9)ΑϋΉΑΫΜΜθΓΘ
9ΓΔΗ¥ΚœΑεΒΡ÷ ΝΩ÷Η±ξ
(1)«ΞΝœ≤ψΜ·―ß≥…Ζ÷÷–÷ς“Σ‘ΣΥΊΒΡ”Αœλ
SiΚ§ΝΩ:Η¥ΚœΑεΒΡ«ΞΚΗ–‘ΡήΧεœ÷‘Ύ«ΞΝœ≤ψΒΡΝς Ε·–‘ΓΔ»σ Σ–‘ΓΔΦδœΕΧν≥δΡήΝΠΚΆΚΗΫ”«ΩΕ»ΓΘ‘ΎAl-S ΚœΫπΕΰ‘ΣœύΆΦ÷–,Έ¬Ε»¥ο577ΓφΓΔw(Si)=11ΓΛ7% ±, ΖΔ…ζΙ≤ΨßΖ¥”ΠΓΘΒ±w(Si)Γή11ΓΛ7% ±,Εΰ‘ΣΚœΫπ»έΜ· Έ¬Ε»ΥφSiΚ§ΝΩΒΡ…ΐΗΏΕχΫΒΒΆΓΘΥυ“‘,«ΞΝœ≤ψ÷–SiΚ§ ΝΩΗΏ ±,Τδ»έΒψ‘ρΒΆΓΘSiΚ§ΝΩΙΐΗΏ ±,Υδ»ΜΩ… ΙΑϋΗ≤ ≤ψΚœΫπ»έΒψΫΒΒΆΓΔΝςΕ·–‘ΚΟ,ΦδœΕΧν≥δΡήΝΠ«Ω,ΒΪΒ± Τδά©…ΔΒΫ±ΜΚΗΫπ τΫγΟφ,«“ ΙΙΧœύ≥…Ζ÷¥οΒΫ“ΜΕ®≥Χ Ε» ±,ΒΦ÷¬±ΜΚΗΫπ τΙΧœύ»έΜ·,≤ζ…ζ»έ ¥ΓΘSiΚ§ΝΩ‘Ϋ ΗΏ,≈®Ε»ΧίΕ»‘Ϋ¥σ,Ε‘ΜυΧεΚœΫπΒΡ»έ ¥«ψœρ“≤‘Ϋ―œ ÷Ί;SiΚ§ΝΩΙΐΒΆ ±,‘ρ≤ζ…ζœύΖ¥ΒΡ–ßΙϊΓΘ’φΩ’«ΞΚΗ”Ο Η¥ΚœΑεΒΡ«ΞΝœ≤ψΈΣ4004¬ΝΚœΫπ,Τδw(Si)ΒΡ±ξΉΦΖΕ ΈßΈΣ9ΓΛ0%~10ΓΛ5%ΓΘ
MgΚ§ΝΩ:ΑϋΗ≤≤ψΚœΫπ÷–ΒΡMg «’φΩ’«ΞΚΗ±Ί≤Μ Ω……ΌΒΡΫπ τΜνΜ·ΦΝΓΔΈϋΤχΦΝ,Ά§ ±‘Ύ‘ω«ΩΗ¥ΚœΑεΡΆ ¥ –‘ΖΫΟφΩ…≤ζ…ζΜΐΦΪΒΡ”ΑœλΓΘMg‘Ύ550Γφ“‘…œ ±ΩΣ Φ ¥σΝΩ’τΖΔ,‘Ύ’φΩ’«ΞΚΗ¬·÷––Έ≥…Κ§MgΒΡΤχΖ’ΓΘΟΨ’τ ΤχΦ»Ω…”κ«ΞΚΗΤχΖ’÷– Θ”ύΒΡ―θΜρΥ°’τΤχ÷–ΒΡ―θΫα Κœ,±ΘΜΛΦ”»»ΝψΦΰ±μΟφ≤Μ÷¬÷Ί–¬―θΜ·,”÷Ρή…χ»κΒΫΝψ Φΰ±μΟφΈ¥«ε≥ΐΗ…ΨΜΒΡ―θΜ·ΡΛ÷–,ΫΪΤδ»Ξ≥ΐΓΘΥυ“‘,œύ Ε‘”Ύ’φΩ’«ΞΚΗ¬·ΒΡ’φΩ’Ε»Εχ―‘,’φΩ’Ε»ΗΏ ±,±ξΉΦΚ§ΝΩΒΡMgΩ…“‘ΤπΒΫΉψΙΜΒΡΉς”Ο;Εχ’φΩ’Ε»ΒΆ ±,‘ρ–η “ΣΫΪMgΚ§ΝΩΩΊ÷Τ‘Ύ…œœόΜρ’ΏΗϋΗΏΓΘ4004¬ΝΚœΫπΒΡ w(Mg)=1ΓΛ0%~2ΓΛ0%ΓΘ
(2)«ΞΝœ≤ψΚώΕ»
Η¥ΚœΑεΚώΕ»ΦΑ«ΞΝœ≤ψΚώΕ»ΒΡ…ηΕ®”Π”κΜΜ»»ΤςΒΡ ≥–―Ι“Σ«σœύΤΞ≈δ,±Ί–κΫαΚœάμ¬έΦΤΥψΚΆ…ζ≤ζ ΒΦυά¥ ÷ΤΕ®ΓΘ’βάοΧΊ±π÷Η≥ωΒ±«ΞΝœ≤ψΚώΕ»Ιΐ±Γ ±,“Ή‘λ≥… ΚΗΫ”«ΩΕ»ΒΆΓΔΚΗΫ”≤ΜάΈΓΔ≥–―Ι≤Μ¥ο±ξΒ»ΚΗΫ”»±œί;Ιΐ Κώ ±,‘ρΜα‘λ≥…–Ψ≤ψΚœΫπΚώΕ»Ιΐ±ΓΓΔ≥–―Ι≤Μ¥ο±ξΓΔ…θ ÷Ν≥ωœ÷»έ ¥œ÷œσΒΦ÷¬–Ι¬©ΓΘ“ρ¥Υ,«ΞΝœ≤ψΚώΕ»ΦΑΤδ Ψυ‘»–‘ «ΚβΝΩΤδ÷ ΝΩΒΡ÷Ί“Σ÷Η±ξ,“≤ «”Αœλ«ΞΚΗ÷ ΝΩΒΡ÷Ί“Σ“ρΥΊ÷°“ΜΓΘ ΒΦ ”Π”Ο÷–«ΞΝœ≤ψΚώΕ»“ΜΑψΩΊ ÷Τ‘ΎΗ¥ΚœΑεΚώΕ»ΒΡ(10Γά3)%ΈΣ“ΥΓΘ
(3)Η¥ΚœΑεΤδΥϋ÷ ΝΩ“Σ«σ
Η¥ΚœΑε‘ΎΜΜ»»Τς÷–ΒΡΝμ“ΜΗωΉς”Ο «ΉςΆ®ΒάΗτ Αε,“≤”–≥–―Ι“Σ«σΓΘ“ρ¥Υ,≤Μ”Π”–”ΑœλΤδ≥–―ΙΒΡΡΎ‘ΎΓΔΆβ‘Ύ»±œίΓΘΡΎ‘Ύ»±œί»γ–Ψ≤ψΚœΫπΒΡΤχΩΉΓΔΦ–‘ϋΓΔ ”κ«ΞΝœ≤ψΒΡΚΗΚœ≤ΜΝΦΒ»;Άβ‘Ύ»±œί≥ΐ…œ ω±μΟφ¥Πάμ ≤ΜΫύΨΜΆβ,ΜΙ”–‘ΎΦ”ΙΛΙΐ≥Χ÷–ΒΡΩΡ≈ω…ΥΓΔΜ°…Υ,Β±Τδ …νΕ»≥§Ιΐ«ΞΝœ≤ψΚώΕ» ±,Μα÷±Ϋ”ΤΤΜΒΫπ τΒΡΝ§–χ–‘, ΒΦ÷¬≥–―ΙΡήΝΠœ¬ΫΒΓΘ
10ΓΔ’φΩ’«ΞΚΗΙΛ“’÷ΤΕ»
‘Ύ’φΩ’«ΞΚΗ¬·÷–,ΙΛΦΰ÷ς“ΣΩΩ»»Ζχ…δΫχ––Φ”»»ΓΘ ΕχΖχ…δ¥Ϊ»»”–ΤδΧΊ”–ΒΡΙφ¬…,Φ¥ΥΙΒΌΖ“≤ΘΕϊΉ»¬ϋΕ®¬…:
…œ ΫΥΒΟς,ΗΏΈ¬ ±Φ¥ Ι «Κή–ΓΒΡΈ¬Ε»≤ν“≤–η“Σ ΚήΗΏΒΡ»»Ρή¥ΪΒΦ,Φ¥’φΩ’Φ”»»Έ¬Ε»‘ΫΗΏ,–η“Σ¥ΪΒίΒΡ »»ΝΩ‘Ϋ¥σΓΘΥΒΟς‘ΎœύΆ§«ιΩωœ¬’φΩ’¬·ΡΎ…ΐΈ¬ΥΌΕ»“Σ ΫœΤδΥϊΦ”»»ΖΫ Ϋ¬ΐΚήΕύΓΘ’φΩ’Φ”»»Υυ–η ±Φδ‘Φ «Ω’ Τχ¬·ΒΡ3±ΕΓΔ―Έ‘Γ¬·ΒΡ6±ΕΓΘ“ρ¥Υ,÷ΤΕ®’φΩ’¬·Φ”»» ΙΛ“’÷ΤΕ» ±,≤ΜΡή’’ΑαΩ’Τχ¬·ΓΔ―Έ‘Γ¬·ΚΆΤχΖ’¬·ΒΡΦ” »»ΙΛ“’÷ΤΕ»ΓΘ…œ ΫΆ§ ±ΥΒΟς:’φΩ’«ΞΚΗΙΐ≥Χ÷–,”ΠΨΓ Ω…ΡήΜΚ¬ΐΦ”»»,“‘ ΙΜΜ»»ΤςΡΎΆβΈ¬Ε»±Θ≥÷“Μ÷¬,Ζώ‘ρ ÷±Ϋ””Αœλ«ΞΚΗ÷ ΝΩΓΘΕ‘ΙΛ“ΒΜ·…ζ≤ζ÷–ΒΡ‘Λ»»Ε®Έ¬ΓΔ ±ΘΈ¬,–νΡήΕ®Έ¬ΓΔ±ΘΈ¬,«ΞΚΗΕ®Έ¬ΓΔ±ΘΈ¬“‘ΦΑΆΘΒγΫΒ Έ¬, «Φ»Ρή Βœ÷…œ ωΡΩΒΡ”÷ΡήΧαΗΏ…ζ≤ζ–߬ ΒΡ––÷° ”––ßΒΡΙΛ“’Νς≥Χ,Τδ÷–«ΞΚΗΈ¬Ε»ΦΑ±ΘΈ¬ ±Φδ «”Αœλ«ΞΚΗ÷ ΝΩΒΡΙΊΦϋΓΘ
(1)«ΞΚΗΈ¬Ε»:Έ¬Ε»ΒΆ ±,«ΞΝœ…–Έ¥¥οΒΫ±Ί–ηΒΡ Έ¬Ε»,«ΞΝœΒΡΝςΕ·–‘ΓΔΫΰ»σ–‘ΨυΫœ≤ν,“Ή≤ζ…ζ«ΞΖλΡΎ ≤ΩΤχΩΉΓΔ«ΞΖλ≤ΜΝ§–χΓΔ–ιΚΗΒ»»±œί, Ι«ΞΚΗΫ”ΆΖ«ΩΕ» ΫΒΒΆ,≥–―ΙΡήΝΠ≤Μ¥ο±ξΕχ≤ζ…ζ–Ι¬©,―œ÷Ί ±…θ÷ΝΜαΥΚ Ν―;Έ¬Ε»ΗΏ ±,«ΞΝœΆξ»Ϊ»έΜ·«“ΝςΕ·–‘Ιΐ¥σ,“Ή≤ζ…ζ «ΞΝœ―θΜ·–Έ≥…ΤχΩΉΚΆΕ‘ΚΗΖλΒΡΟΪœΗΝΠΉς”Ο±δ≤ν,‘λ ≥…«ΞΝœΝς ßΓΔ»έ ¥ΓΔ≥αΤ§Άδ«ζΒ»»±œίΓΘ “ΥΒΡΕ®Έ¬”Π ΉΔ÷ΊΚΗΝœΒΡΝςΒψ,Ά®≥ΘΚΗΝœΒΡΝςΒψ”Π±»±ΜΚΗΫπ τ»έ ΒψΒΆ60ΓφΉσ”“ΓΘ¥Υ ±,“ΚΧ§ΚΗΝœΕ‘±ΜΚΗΫπ τΨΏ”–ΝΦ ΚΟΒΡΫΰ»σ–‘ΚΆΝς…Δ–‘,Ρή‘ΎΟΪœΗΝΠΉς”Οœ¬ΫœΚΟΒΊΧν ≥δ«ΞΚΗΦδœΕ,≤ΔΡή”κ±ΜΚΗΫπ τ≤ζ…ζΝΦΚΟΒΡΚœΫπΜ·Ής ”Ο,–Έ≥…ΗΏ«ΩΕ»Ϋ”ΆΖΓΘ
(2)±ΘΈ¬ ±Φδ:«ΞΚΗ ±«ΞΝœΒΡ»σ ΣΚΆΫ”ΆΖ–Έ≥…‘Φ –η“Σ1s~2s,“ρ¥Υ±ΘΈ¬ ±Φδ÷ς“Σ”…ΜΜ»»Τς–Ρ≤ΩΈ¬Ε» ¥οΒΫ«ΞΚΗΈ¬Ε»Υυ–ηΒΡ ±ΦδΦΑ―θΜ·ΡΛ≤ψœϊ…ΔΥυ–η ±Φδ ΨωΕ®ΓΘ»γΙϊ±ΘΈ¬ ±ΦδΙΐΕΧ,ΜΜ»»Τς–Ρ≤ΩΈ¬Ε»ΟΜ”–¥ο ΒΫ«ΞΚΗΈ¬Ε»; ±ΦδΙΐ≥Λ,“ΚΧ§«ΞΝœ»ί“Ή Ι±ΜΚΗΫπ τ »έ ¥ΓΘ
11ΓΔ’φΩ’«ΞΚΗ¬·ΒΡ’φΩ’Ε»
ΗΏΈ¬Ή¥Χ§œ¬ΒΡ’φΩ’Ε»ΫœΒΆ ±,¬·ΡΎ≤–ΝτΒΡO2 H2OΒ»―θΜ·–‘ΤχΧε“Ή”κAlΤπΜ·―ßΖ¥”Π…ζ≥…÷ ”≤ΒΡ ―θΜ·ΡΛΦ¥Al2O3ΓΘAl2O3Ήι÷·÷¬ΟήΓΔΈ»Ε®ΓΔ»έΒψΗΏ,‘Ύ Τ’Ά®«ΞΚΗΈ¬Ε»œ¬≤Μ“ΉΖ÷Ϋβ,«ΞΝœ―θΜ·Κσ ΙΤδΝςΕ·–‘ Ϋΰ»σ–‘±δΜΒ;±ΜΚΗΫπ τ―θΜ·Κσ±δΒΟΡ―“‘Ϋΰ»σ,¥”ΕχΒΦ ÷¬ΚΗΝœ”κΜυΧεΦδΒΡΚΗΫ”–‘ΡήΕώΜ·ΓΘΙ –η“ΣΨΓΩ…ΡήΧα ΗΏ«ΞΚΗ ±ΒΡ’φΩ’Ε»,Φθ…ΌO2ΓΔH2OΒ»―θΜ·–‘ΤχΧεΒΡΚ§ ΝΩ,ΩΊ÷ΤAl2O3ΒΡ…ζ≥…ΝΩΓΘ“ΜΑψ“Σ«σ,«ΞΚΗ¬·≤…”ΟΕύ Έ¬«χΩΊΈ¬,¬·Έ¬Ψυ‘»–‘ΈΣΓά5Γφ,ΙΛΉς’φΩ’Ε»”Π±Θ÷Λ ≤Μ¥σ”Ύ2ΓΛ0ΓΝ10-3Pa,‘Λ≥ι’φΩ’ΒΡΦΪœό’φΩ’Ε»±Ί–κ‘Ύ 10-4 ΐΝΩΦΕΓΘ
12ΓΔ’φΩ’«ΞΚΗ ±ΜΖΨ≥Ή¥Ωω
ΜΖΨ≥÷–ΒΡ ΣΕ»ΜαΕ‘ΜΜ»»Τς«ΞΚΗ÷ ΝΩ‘λ≥…”Αœλ ‘ΎΗΏ ΣΕ»œ¬Ϋχ––ΜΜ»»ΤςΉιΉΑ ±,Μα”–ΗϋΕύΒΡΥ°Ζ÷Ντ ‘Ύ≥αΤ§ΓΔΗτΑεΦΑΖβΧθ…œΓΘΫΪΗΏ ΣΕ»œ¬ΉιΉΑΒΡΜΜ»»Τς Ζ≈»κ’φΩ’¬·÷–«ΞΚΗ,Υ°Ζ÷Μα’τΖΔΓΔ ΆΖ≈≥ωΗϋΕύΒΡΤχ Χε,«“ΜΜ»»ΤςΡΎ≤ΩΒΡΥ°Ζ÷’τΖΔΓΔΤχΧε ΆΖ≈ «ΗωΜΚ¬ΐΒΡ Ιΐ≥ΧΓΘΥ°Ζ÷–η“Σ¥σΝΩ’τΖΔ»»,”ΑœλΜΜ»»ΤςΡΎ≤ΩΒΡΈ¬ Ε»;Υ°Ζ÷ΜΙΜα”Αœλ’φΩ’Ε»;Υ°Ζ÷ΫΪΦ”Ψγ¬ΝΒΡ―θΜ·,¥” Εχ”Αœλ«ΞΚΗ÷ ΝΩΓΘΥυ“‘‘ΎΫχ––ΜΜ»»ΤςΙΙΦΰ±μΟφ¥ΠάμΓΔΉιΉΑΦΑ«ΞΚΗ«ΑΕΦ”ΠΗΟ±Θ≥÷“ΜΕ®ΒΡΜΖΨ≥ ΣΕ»,Μρ≤… »ΓΤδΥϊΖΫΖ®ΩΊ÷Τ”…”ΎΜΖΨ≥ ΣΕ»‘λ≥…ΒΡΜΜ»»ΤςΙΙΦΰ±μ ΟφΥ°Ζ÷Κ§ΝΩΓΘ
13ΓΔΫα¬έ
Ά®Ιΐ“‘…œΒΡΖ÷Έω,ΈΣΝΥΦθ…ΌΜρΫΒΒΆ’φΩ’«ΞΚΗΚσ ΜΜ»»ΤςΒΡ–Ι¬©¬ ,”ΠΉωΚΟ“‘œ¬ΙΛΉς:
(1)Υυ”Ο‘≠≤ΡΝœ”Π»Ζ±Θ≤ζΤΖ÷ ΝΩ,“Σ¥”’ΐΙφΓΔΉ®“Β≥ßΦ“ΙΚΫχ;
(2)―œΗώΑ¥’’ΙΛ“’≥Χ–ρΫχ––±ΗΝœΓΔ±μΟφ¥ΠάμΦΑΉιΉΑ;
(3)“Σ‘Ύ ΒΦυ÷–Ε‘«ΞΚΗΈ¬Ε»ΓΔ±ΘΈ¬ ±ΦδΓΔ’φΩ’Ε»Β»ΙΛ“’÷ΤΕ»Ϋχ––”≈Μ·≤Δ―œΗώΩΊ÷Τ;
(4)ΩΊ÷ΤΜΖΨ≥ ΣΕ»ΓΘ
’φΩ’¬·Ι ’œΗς÷÷”ΠΦ±¥κ ©:
‘Ύ”ωΒΫΆΜ»ΜΆΘΒγΓΔΆΘΥ°ΓΔΆΘ―ΙΥθΩ’ΤχΒ»ΫτΦ±«ιΩω,”ΠΝΔΩΧ≤…»Γ“‘œ¬”ΠΦ±¥κ ©:Αϋά®”ΠΦ±ΒΣΤχΓΔ”ΠΦ±ά以հΓΘ÷ς“Σ≤…»Γ¥κ © «ΘΚ
1ΓΔ ¬œ»ΉΦ±ΗΚΟ”ΠΦ±ΒΣΤχΤΩΜρ≤ώ”ΆΖΔΒγΜζΘ§“‘±Θ÷Λ±ΘΜΛΤχΧεΒΡ’ΐ≥ΘΆ®»κΓΘ
2ΓΔΉΦ±ΗΚΟ”ΠΦ±Υ°œδΜρ≤ώ”ΆΜζΥ°±ΟΘ§“‘±ψ Ι―≠ΜΖά以հ―≠ΜΖΤπά¥Θ§±ΘΜΛ’φΩ’¬·ΒΡΟήΖβΦΰ≤Μ±ΜΗΏΈ¬ΤΤΜΒΓΘ
3ΓΔΒγΉηΙφΓΔΒγάκΙφΆΜ»ΜΥπΜΒ”ΠΦ±¥κ ©ΘΚΚσΙϊΘΚ’φΩ’Ε»ΝΔΩΧΟΜ”–ΓΘά©…Δ±Ο”Ά±ΜΈέ»ΨΓΔ―θΜ·ΓΔ’φΩ’¬·νβΤΝ±Μ―θΜ·Θ§”ΠΗΟΝΔΦ¥≥ε»κΒΣΤχ“‘±ΘΜΛ’φΩ’¬·ΒΡΖά÷Ι’φΩ’Ε»ΆΜ»ΜΤΤΜΒΕ‘’φΩ’¬·νβΤΝ‘λ≥…Έέ»ΨΓΘΆ§ ±ΗϋΜΜΒγΉηΙφΓΔΒγάκΙφΓΔά©…Δ±Ο”ΆΓΘ
4ΓΔ’φΩ’¬·Φ”»»Τς»ΐœύΒγΝς≤ΜΤΫΚβΓΔά©…Δ±ΟΦ”»»Τς»ΐœύΒγΝς≤ΜΤΫΚβ”ΠΗΟΝΔΦ¥ΆΘ÷ΙΦ”»»Θ§ΆΘΜζΓΘΈ§–όΚσ≤≈Ω…ΦΧ–χΫχ––…ζ≤ζΓΘ
5ΓΔΖΔœ÷»»Βγ≈ΦΙ ’œΘΚ»»Βγ≈ΦΕœ¬Ζ ±“«±μ…œœ‘ ΨΓΑHHHΓ±ΕΧ¬Ζ ± «œ‘ Ψ ΓΑLLLΓ±”ΠΗΟΝΔΦ¥ΆΘ÷ΙΦ”»»Θ§ΆΘΜζΓΘΈ§–όΚσ≤≈Ω…ΦΧ–χΫχ––…ζ≤ζΓΘ
≤ζΤΖ–Ι¬©‘≠“ρΖ÷Έω
≤ζΤΖΒΡΉΑ≈δ
1.ΫαΙΙΦΰΒΡ±μΟφ‘Λ¥Πάμ
ΜΜ»»ΤςΒΡΥυ”–ΫαΙΙΦΰ‘ΎΉιΉΑ«ΑΨυ–κΨ≠Ιΐ±μΟφ¥Π άμΦ¥ΥαΦνœ¥,“‘≥ΐ»Ξ±μ≤ψΈέΙΗΓΔ”ΆΉ’ΓΔ―θΜ·ΡΛΒ»ΓΘΈέ ΙΗΜαΉηΑ≠ΙΙΦΰΦδΒΡ”––ßΫ”¥Ξ;”ΆΉ’‘Ύ’φΩ’ΗΏΈ¬ ±ΫΪ ΜαΖ÷ΫβΤχΜ·,ΫΒΒΆ’φΩ’«ΞΚΗ¬·ΡΎ’φΩ’Ε»;”…”Ύ¬ΝΚœΫπ ±μ≤ψ―θΜ·ΡΛ÷¬Οή,Τδ»έΜ·Έ¬Ε»‘Ε±»ΜυΧε≤ΡΝœΒΡ“ΣΗΏ, ΧΊ±π «Η¥ΚœΑε«ΞΝœ≤ψΒΡ―θΜ·ΡΛ‘Ύ«ΞΚΗ ±«ΞΝœ≤ψ»έΜ· ≤Μ≥δΖ÷,‘λ≥…≤ΜΡή”κ±ΜΚΗΫπ τΆξ»Ϊ»έΚœ,¥”Εχ”Αœλ«Ξ ΚΗ÷ ΝΩΓΘΈΣ¥Υ,±Ί–κ―œΗώΩΊ÷Τ‘≠≤ΡΝœΒΡ±μΟφ‘Λ¥Πάμ, Αϋά®±Ί“ΣΒΡΜζ–Β«εάμ,Ά§ ±ΥθΕΧ«ΞΚΗ«ΑΒΡΉΑ≈δ ±ΦδΓΘ
2.ΫαΙΙΦΰ≥Ώ¥γΙΪ≤ν
Η¥ΚœΑεΓΔ¥σ≥αΤ§ΓΔ–Γ≥αΤ§ΓΔ¥σΖβΧθΓΔ–ΓΖβΧθ‘ΎΫχ––Ε®–ΆΓΔΕ®≥ΏΦ”ΙΛΚσΒΡ≥Ώ¥γΤΪ≤ν≈δΚœ±Ί–κΒΟΒΫ”––ß±Θ ÷ΛΓΘ≥αΤ§”ΠΩΊ÷Τ‘Ύ’ΐΤΪ≤νΖΕΈß,ΖβΧθ‘ρ”ΠΩΊ÷Τ‘ΎΗΚ ΤΪ≤νΖΕΈßΓΘΖώ‘ρΈόΖ®±Θ÷ΛΉΑ≈δΚσΗ¥ΚœΑε‘Ύ”κΖβΧθΫτ Οή≈δΚœΚσ,‘Ό”κ≥αΤ§Φδ”– “ΥΒΡΫ”¥ΞΟφΜΐΦ¥«ΞΖλΦδ œΕ,“Ή‘λ≥…–ιΚΗΓΔ«ΞΖλ≤ΜΝ§–χΜρΈ¥ΚΗΚœœ÷œσΓΘ
3.ΫαΙΙΦΰ±μΟφ¥÷≤ΎΕ»ΦΑΤδ–ΈΉ¥
ΫαΙΙΦΰ±μΟφ¥÷≤ΎΕ»”ΑœλΟΪœΗΝΠΓΘ“ΜΑψΥΒά¥,±μΟφΙΐ”ΎΙβΜ§,«ΞΝœΡ―“‘‘Ύ’ϊΗωΫ”¥ΞΟφΜΐ…œΖ÷≤ΦΨυ‘», ”…¥Υ≤ζ…ζΒΡΩ’―®Μα Ι«ΞΚΗ«ΩΕ»ΫΒΒΆ,ΧΊ±π «ΖβΧθΒΡ±μΟφ¥÷≤ΎΕ»ΓΘΈΣΝΥ±Θ÷Λ«ΞΝœΨυ‘»Ζ÷≤Φ”ΎΫ”¥ΞΚΗΖλ…œ,ΫαΙΙΦΰΒΡ«ΞΚΗΟφ”Π”– “ΥΒΡ¥÷Μ·ΓΘΆ®≥Θ,±μΟφ¥÷ ≤ΎΕ»≤ΈΩΦ÷ΒΩ…―ΓRa0ΓΛ7mm~2ΓΛ0ΠΧmΒΡΤΫΖΫΗυΈΣ“ΥΓΘΝμΆβ,ΖβΧθΒΡΡΎ≤ύ”Π÷Τ≥…30ΓψΒΡΒΙΫ«,”–άϊ”Ύ‘Ύ’φΩ’«ΞΚΗ ±ΫΒΒΆΚΗΝœΒΡ±μΟφ’≈ΝΠ,‘ωΦ”»σ Σ–‘,Φθ…Ό«ΞΚΗ»±œίΓΘ
4.Φ–ΨΏΒΡΦ–≥÷ΝΠ
”…”ΎΜΜ»»ΤςΉΑ≈δΚσ≤…”Ο≤Μ–βΗ÷Φ–ΨΏΫχ––Φ–≥÷, Εχ≤Μ–βΗ÷Φ–ΨΏΒΡ»»≈ρ’ΆœΒ ΐ–Γ”Ύ¬ΝΚœΫπ÷ΤΤΖΒΡ,Ι Φ–ΫτΝΠΧΪ¥σ,“Ή‘λ≥…«ΞΚΗΚσ≥αΤ§Άδ«ζΒΙΖϋ;Φ–ΫτΝΠΧΪ –Γ,≥αΤ§“ΉΥ…Ά―ΓΘΙ ”ΠΗυΨίΨΏΧεΜΜ»»ΤςΒΡΫαΙΙ…ηΦΤ…ηΕ® “ΥΒΡΦ–ΫτΝΠΓΘ
ΕΪΩΓ’φΩ’«ΞΚΗΙΛΉς “
ΒΊ÷Ζ:Ϋ≠Υ’ Γ―ο÷ί –Έ§―ο¬Ζ349Κ≈
” ’ΰ±ύ¬κΘΚ225000
ΝΣœΒ»ΥΘΚ ≤ΧΕΪΩΓ
SKYPE:jsyzcdj
ΝΣœΒ ÷ΜζΘΚ13905275926
QQΘΚ649200691
E-mail: jsyzcdj@126.com
Άχ ÷ΖΘΚhttp://www.brazing.com.cn , , , SPAN>
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
Ϋχ ¬· ΙΛ Φΰ |
| |
|
|
|
|
|
|
|
|
–ΆΚ≈ |
ΐΝΩ |
|
–ΆΚ≈ |
ΐΝΩ |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
≤ζΤΖΑΎΖ≈ΦΑ±ύΚ≈ |
|
…Δ»»¥χΩΣΝ―«ιΩωΘ§”– Θ® Θ©Χ®Ϋœ―œ÷ΊΩΣΝ―œ÷œσΓΘ
ΩΣΝ―ΖϊΚ≈ΘΚ ΓΝ
–ιΚΗ≤ΜΩ…Ϋ” ήΘΚ Γς
–ιΚΗΩ…Ϋ” ήΘΚ Γπ
ΚΗΫ”÷ ΝΩ”≈ΘΚ Γο
ΤδΥϋΉ‘Ε®ΖϊΚ≈ΘΚ,
Ι”ΟΒΡ«ΞΝœΜρΗ¥Κœ≤≠ΈΣ Ρξ ‘¬ »’ΫχΜθ
÷ ±Θ ι±ύΚ≈ΘΚ
ΙηΘΚ %Θ§ΟΨ ΘΚ %
ΟΧΘΚ %Θ§Χζ ΘΚ %
Ά≠ΘΚ % |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | |
7ΓΔ≤ζΤΖΒΡΉΑ≈δ
ΫαΙΙΦΰΒΡ±μΟφ‘Λ¥Πάμ
ΜΜ»»ΤςΒΡΥυ”–ΫαΙΙΦΰ‘ΎΉιΉΑ«ΑΨυ–κΨ≠Ιΐ±μΟφ¥Π άμΦ¥ΥαΦνœ¥,“‘≥ΐ»Ξ±μ≤ψΈέΙΗΓΔ”ΆΉ’ΓΔ―θΜ·ΡΛΒ»ΓΘΈέ ΙΗΜαΉηΑ≠ΙΙΦΰΦδΒΡ”––ßΫ”¥Ξ;”ΆΉ’‘Ύ’φΩ’ΗΏΈ¬ ±ΫΪ ΜαΖ÷ΫβΤχΜ·,ΫΒΒΆ’φΩ’«ΞΚΗ¬·ΡΎ’φΩ’Ε»;”…”Ύ¬ΝΚœΫπ ±μ≤ψ―θΜ·ΡΛ÷¬Οή,Τδ»έΜ·Έ¬Ε»‘Ε±»ΜυΧε≤ΡΝœΒΡ“ΣΗΏ, ΧΊ±π «Η¥ΚœΑε«ΞΝœ≤ψΒΡ―θΜ·ΡΛ‘Ύ«ΞΚΗ ±«ΞΝœ≤ψ»έΜ· ≤Μ≥δΖ÷,‘λ≥…≤ΜΡή”κ±ΜΚΗΫπ τΆξ»Ϊ»έΚœ,¥”Εχ”Αœλ«Ξ ΚΗ÷ ΝΩΓΘΈΣ¥Υ,±Ί–κ―œΗώΩΊ÷Τ‘≠≤ΡΝœΒΡ±μΟφ‘Λ¥Πάμ, Αϋά®±Ί“ΣΒΡΜζ–Β«εάμ,Ά§ ±ΥθΕΧ«ΞΚΗ«ΑΒΡΉΑ≈δ ±ΦδΓΘ
ΫαΙΙΦΰ≥Ώ¥γΙΪ≤ν
Η¥ΚœΑεΓΔ¥σ≥αΤ§ΓΔ–Γ≥αΤ§ΓΔ¥σΖβΧθΓΔ–ΓΖβΧθ‘ΎΫχ––Ε®–ΆΓΔΕ®≥ΏΦ”ΙΛΚσΒΡ≥Ώ¥γΤΪ≤ν≈δΚœ±Ί–κΒΟΒΫ”––ß±Θ ÷ΛΓΘ≥αΤ§”ΠΩΊ÷Τ‘Ύ’ΐΤΪ≤νΖΕΈß,ΖβΧθ‘ρ”ΠΩΊ÷Τ‘ΎΗΚ ΤΪ≤νΖΕΈßΓΘΖώ‘ρΈόΖ®±Θ÷ΛΉΑ≈δΚσΗ¥ΚœΑε‘Ύ”κΖβΧθΫτ Οή≈δΚœΚσ,‘Ό”κ≥αΤ§Φδ”– “ΥΒΡΫ”¥ΞΟφΜΐΦ¥«ΞΖλΦδ œΕ,“Ή‘λ≥…–ιΚΗΓΔ«ΞΖλ≤ΜΝ§–χΜρΈ¥ΚΗΚœœ÷œσΓΘ
(3)ΫαΙΙΦΰ±μΟφ¥÷≤ΎΕ»ΦΑΤδ–ΈΉ¥
ΫαΙΙΦΰ±μΟφ¥÷≤ΎΕ»”ΑœλΟΪœΗΝΠΓΘ“ΜΑψΥΒά¥,±μΟφΙΐ”ΎΙβΜ§,«ΞΝœΡ―“‘‘Ύ’ϊΗωΫ”¥ΞΟφΜΐ…œΖ÷≤ΦΨυ‘», ”…¥Υ≤ζ…ζΒΡΩ’―®Μα Ι«ΞΚΗ«ΩΕ»ΫΒΒΆ,ΧΊ±π «ΖβΧθΒΡ±μΟφ¥÷≤ΎΕ»ΓΘΈΣΝΥ±Θ÷Λ«ΞΝœΨυ‘»Ζ÷≤Φ”ΎΫ”¥ΞΚΗΖλ…œ,ΫαΙΙΦΰΒΡ«ΞΚΗΟφ”Π”– “ΥΒΡ¥÷Μ·ΓΘΆ®≥Θ,±μΟφ¥÷ ≤ΎΕ»≤ΈΩΦ÷ΒΩ…―ΓRa0ΓΛ7mm~2ΓΛ0ΠΧmΒΡΤΫΖΫΗυΈΣ“ΥΓΘΝμΆβ,ΖβΧθΒΡΡΎ≤ύ”Π÷Τ≥…30ΓψΒΡΒΙΫ«,”–άϊ”Ύ‘Ύ’φΩ’«ΞΚΗ ±ΫΒΒΆΚΗΝœΒΡ±μΟφ’≈ΝΠ,‘ωΦ”»σ Σ–‘,Φθ…Ό«ΞΚΗ»±œίΓΘ
(4)Φ–ΨΏΒΡΦ–≥÷ΝΠ
”…”ΎΜΜ»»ΤςΉΑ≈δΚσ≤…”Ο≤Μ–βΗ÷Φ–ΨΏΫχ––Φ–≥÷, Εχ≤Μ–βΗ÷Φ–ΨΏΒΡ»»≈ρ’ΆœΒ ΐ–Γ”Ύ¬ΝΚœΫπ÷ΤΤΖΒΡ,Ι Φ–ΫτΝΠΧΪ¥σ,“Ή‘λ≥…«ΞΚΗΚσ≥αΤ§Άδ«ζΒΙΖϋ;Φ–ΫτΝΠΧΪ –Γ,≥αΤ§“ΉΥ…Ά―ΓΘΙ ”ΠΗυΨίΨΏΧεΜΜ»»ΤςΒΡΫαΙΙ…ηΦΤ…ηΕ® “ΥΒΡΦ–ΫτΝΠΓΘ
8ΓΔ…ζ≤ζΙΛ“’Νς≥Χ
(1)±ΗΝœ:Ε‘Η¥ΚœΑεΓΔ≥αΤ§ΓΔΖβΧθΒ»Ϋχ––Ε®–ΆΓΔΕ® ≥ΏΦ”ΙΛΓΘ
(2)±μΟφ¥ΠάμΙΛ“’Νς≥Χ:Φνœ¥ΓζΥ°œ¥ΓζΥαœ¥ΓζΥ° œ¥Γζ»»Υ°œ¥ΓζΚφΗ…ΓΘ
(3)ΉιΉΑ:ΫΪΗ¥ΚœΑεΓΔ≤ύΑεΓΔ≥αΤ§ΓΔΖβΧθΒ»Ϋχ––Μζ –ΒΉιΚœ≥…–ΆΓΘ
(4)’φΩ’«ΞΚΗ:Ε‘’φΩ’«ΞΚΗ¬·≥ι’φΩ’ΚσΫχ––»ΐΗωΫΉΕΈΒΡΦ”»»ΓΔ±ΘΈ¬,ΤδΙΛ“’«ζœΏ»γΆΦ2Υυ ΨΓΘΦ¥:ΒΎ“ΜΫΉΕΈ(a)‘Λ»»Ε®Έ¬ΓΔ±ΘΈ¬;ΒΎΕΰΫΉΕΈ(b)–νΡήΕ®Έ¬ΓΔ±ΘΈ¬ΚΆΒΎ»ΐΫΉΕΈ(c)«ΞΚΗΕ®Έ¬ΓΔ±ΘΈ¬;ΆΘΒγΓΘ¥ΐ¬·Έ¬ΫΒ÷ΝΙφΕ®Έ¬Ε»≥ω¬·ΓΘ
(5)’ϊ–Έ:Ε‘ΜΜ»»Τς’φΩ’«ΞΚΗΚσΒΡ±δ–Έ,≤…”ΟΜζ –ΒΖ®Ϋχ––ΫΟ’ΐΓΘ
(6)ΒΦΝςΑεΚΗΫ”:≤…”Οκ≤ΜΓΚΗΖΫ ΫΚΗΫ”ΜΜ»»ΤςΒΡ ΒΦΝςΑε,Φ¥ΜΜ»»ΤςΝΫΕΥ¥σΖβΧθΈΜ÷ΟΓΘ
(7)―ΙΝΠΦλ―ι:≤…”ϥ»κΩ’ΤχΖΫ ΫΦλ―ιΜΜ»»Τς≥– ―ΙΡήΝΠ,Φ¥–Ι¬©Φλ―ιΓΘ
(8)≈γΆΩ:Ε‘ΜΜ»»ΤςΫχ––«εœ¥ΓΔΚφΗ…ΓΔ≈γΆΩΓΔΚφΗ…, ΗΡ…ΤΆβΙέ÷ ΝΩΓΘ
(9)ΑϋΉΑΫΜΜθΓΘ
9ΓΔΗ¥ΚœΑεΒΡ÷ ΝΩ÷Η±ξ
(1)«ΞΝœ≤ψΜ·―ß≥…Ζ÷÷–÷ς“Σ‘ΣΥΊΒΡ”Αœλ
SiΚ§ΝΩ:Η¥ΚœΑεΒΡ«ΞΚΗ–‘ΡήΧεœ÷‘Ύ«ΞΝœ≤ψΒΡΝς Ε·–‘ΓΔ»σ Σ–‘ΓΔΦδœΕΧν≥δΡήΝΠΚΆΚΗΫ”«ΩΕ»ΓΘ‘ΎAl-S ΚœΫπΕΰ‘ΣœύΆΦ÷–,Έ¬Ε»¥ο577ΓφΓΔw(Si)=11ΓΛ7% ±, ΖΔ…ζΙ≤ΨßΖ¥”ΠΓΘΒ±w(Si)Γή11ΓΛ7% ±,Εΰ‘ΣΚœΫπ»έΜ· Έ¬Ε»ΥφSiΚ§ΝΩΒΡ…ΐΗΏΕχΫΒΒΆΓΘΥυ“‘,«ΞΝœ≤ψ÷–SiΚ§ ΝΩΗΏ ±,Τδ»έΒψ‘ρΒΆΓΘSiΚ§ΝΩΙΐΗΏ ±,Υδ»ΜΩ… ΙΑϋΗ≤ ≤ψΚœΫπ»έΒψΫΒΒΆΓΔΝςΕ·–‘ΚΟ,ΦδœΕΧν≥δΡήΝΠ«Ω,ΒΪΒ± Τδά©…ΔΒΫ±ΜΚΗΫπ τΫγΟφ,«“ ΙΙΧœύ≥…Ζ÷¥οΒΫ“ΜΕ®≥Χ Ε» ±,ΒΦ÷¬±ΜΚΗΫπ τΙΧœύ»έΜ·,≤ζ…ζ»έ ¥ΓΘSiΚ§ΝΩ‘Ϋ ΗΏ,≈®Ε»ΧίΕ»‘Ϋ¥σ,Ε‘ΜυΧεΚœΫπΒΡ»έ ¥«ψœρ“≤‘Ϋ―œ ÷Ί;SiΚ§ΝΩΙΐΒΆ ±,‘ρ≤ζ…ζœύΖ¥ΒΡ–ßΙϊΓΘ’φΩ’«ΞΚΗ”Ο Η¥ΚœΑεΒΡ«ΞΝœ≤ψΈΣ4004¬ΝΚœΫπ,Τδw(Si)ΒΡ±ξΉΦΖΕ ΈßΈΣ9ΓΛ0%~10ΓΛ5%ΓΘ
MgΚ§ΝΩ:ΑϋΗ≤≤ψΚœΫπ÷–ΒΡMg «’φΩ’«ΞΚΗ±Ί≤Μ Ω……ΌΒΡΫπ τΜνΜ·ΦΝΓΔΈϋΤχΦΝ,Ά§ ±‘Ύ‘ω«ΩΗ¥ΚœΑεΡΆ ¥ –‘ΖΫΟφΩ…≤ζ…ζΜΐΦΪΒΡ”ΑœλΓΘMg‘Ύ550Γφ“‘…œ ±ΩΣ Φ ¥σΝΩ’τΖΔ,‘Ύ’φΩ’«ΞΚΗ¬·÷––Έ≥…Κ§MgΒΡΤχΖ’ΓΘΟΨ’τ ΤχΦ»Ω…”κ«ΞΚΗΤχΖ’÷– Θ”ύΒΡ―θΜρΥ°’τΤχ÷–ΒΡ―θΫα Κœ,±ΘΜΛΦ”»»ΝψΦΰ±μΟφ≤Μ÷¬÷Ί–¬―θΜ·,”÷Ρή…χ»κΒΫΝψ Φΰ±μΟφΈ¥«ε≥ΐΗ…ΨΜΒΡ―θΜ·ΡΛ÷–,ΫΪΤδ»Ξ≥ΐΓΘΥυ“‘,œύ Ε‘”Ύ’φΩ’«ΞΚΗ¬·ΒΡ’φΩ’Ε»Εχ―‘,’φΩ’Ε»ΗΏ ±,±ξΉΦΚ§ΝΩΒΡMgΩ…“‘ΤπΒΫΉψΙΜΒΡΉς”Ο;Εχ’φΩ’Ε»ΒΆ ±,‘ρ–η “ΣΫΪMgΚ§ΝΩΩΊ÷Τ‘Ύ…œœόΜρ’ΏΗϋΗΏΓΘ4004¬ΝΚœΫπΒΡ w(Mg)=1ΓΛ0%~2ΓΛ0%ΓΘ
(2)«ΞΝœ≤ψΚώΕ»
Η¥ΚœΑεΚώΕ»ΦΑ«ΞΝœ≤ψΚώΕ»ΒΡ…ηΕ®”Π”κΜΜ»»ΤςΒΡ ≥–―Ι“Σ«σœύΤΞ≈δ,±Ί–κΫαΚœάμ¬έΦΤΥψΚΆ…ζ≤ζ ΒΦυά¥ ÷ΤΕ®ΓΘ’βάοΧΊ±π÷Η≥ωΒ±«ΞΝœ≤ψΚώΕ»Ιΐ±Γ ±,“Ή‘λ≥… ΚΗΫ”«ΩΕ»ΒΆΓΔΚΗΫ”≤ΜάΈΓΔ≥–―Ι≤Μ¥ο±ξΒ»ΚΗΫ”»±œί;Ιΐ Κώ ±,‘ρΜα‘λ≥…–Ψ≤ψΚœΫπΚώΕ»Ιΐ±ΓΓΔ≥–―Ι≤Μ¥ο±ξΓΔ…θ ÷Ν≥ωœ÷»έ ¥œ÷œσΒΦ÷¬–Ι¬©ΓΘ“ρ¥Υ,«ΞΝœ≤ψΚώΕ»ΦΑΤδ Ψυ‘»–‘ «ΚβΝΩΤδ÷ ΝΩΒΡ÷Ί“Σ÷Η±ξ,“≤ «”Αœλ«ΞΚΗ÷ ΝΩΒΡ÷Ί“Σ“ρΥΊ÷°“ΜΓΘ ΒΦ ”Π”Ο÷–«ΞΝœ≤ψΚώΕ»“ΜΑψΩΊ ÷Τ‘ΎΗ¥ΚœΑεΚώΕ»ΒΡ(10Γά3)%ΈΣ“ΥΓΘ
(3)Η¥ΚœΑεΤδΥϋ÷ ΝΩ“Σ«σ
Η¥ΚœΑε‘ΎΜΜ»»Τς÷–ΒΡΝμ“ΜΗωΉς”Ο «ΉςΆ®ΒάΗτ Αε,“≤”–≥–―Ι“Σ«σΓΘ“ρ¥Υ,≤Μ”Π”–”ΑœλΤδ≥–―ΙΒΡΡΎ‘ΎΓΔΆβ‘Ύ»±œίΓΘΡΎ‘Ύ»±œί»γ–Ψ≤ψΚœΫπΒΡΤχΩΉΓΔΦ–‘ϋΓΔ ”κ«ΞΝœ≤ψΒΡΚΗΚœ≤ΜΝΦΒ»;Άβ‘Ύ»±œί≥ΐ…œ ω±μΟφ¥Πάμ ≤ΜΫύΨΜΆβ,ΜΙ”–‘ΎΦ”ΙΛΙΐ≥Χ÷–ΒΡΩΡ≈ω…ΥΓΔΜ°…Υ,Β±Τδ …νΕ»≥§Ιΐ«ΞΝœ≤ψΚώΕ» ±,Μα÷±Ϋ”ΤΤΜΒΫπ τΒΡΝ§–χ–‘, ΒΦ÷¬≥–―ΙΡήΝΠœ¬ΫΒΓΘ
10ΓΔ’φΩ’«ΞΚΗΙΛ“’÷ΤΕ»
‘Ύ’φΩ’«ΞΚΗ¬·÷–,ΙΛΦΰ÷ς“ΣΩΩ»»Ζχ…δΫχ––Φ”»»ΓΘ ΕχΖχ…δ¥Ϊ»»”–ΤδΧΊ”–ΒΡΙφ¬…,Φ¥ΥΙΒΌΖ“≤ΘΕϊΉ»¬ϋΕ®¬…:
…œ ΫΥΒΟς,ΗΏΈ¬ ±Φ¥ Ι «Κή–ΓΒΡΈ¬Ε»≤ν“≤–η“Σ ΚήΗΏΒΡ»»Ρή¥ΪΒΦ,Φ¥’φΩ’Φ”»»Έ¬Ε»‘ΫΗΏ,–η“Σ¥ΪΒίΒΡ »»ΝΩ‘Ϋ¥σΓΘΥΒΟς‘ΎœύΆ§«ιΩωœ¬’φΩ’¬·ΡΎ…ΐΈ¬ΥΌΕ»“Σ ΫœΤδΥϊΦ”»»ΖΫ Ϋ¬ΐΚήΕύΓΘ’φΩ’Φ”»»Υυ–η ±Φδ‘Φ «Ω’ Τχ¬·ΒΡ3±ΕΓΔ―Έ‘Γ¬·ΒΡ6±ΕΓΘ“ρ¥Υ,÷ΤΕ®’φΩ’¬·Φ”»» ΙΛ“’÷ΤΕ» ±,≤ΜΡή’’ΑαΩ’Τχ¬·ΓΔ―Έ‘Γ¬·ΚΆΤχΖ’¬·ΒΡΦ” »»ΙΛ“’÷ΤΕ»ΓΘ…œ ΫΆ§ ±ΥΒΟς:’φΩ’«ΞΚΗΙΐ≥Χ÷–,”ΠΨΓ Ω…ΡήΜΚ¬ΐΦ”»»,“‘ ΙΜΜ»»ΤςΡΎΆβΈ¬Ε»±Θ≥÷“Μ÷¬,Ζώ‘ρ ÷±Ϋ””Αœλ«ΞΚΗ÷ ΝΩΓΘΕ‘ΙΛ“ΒΜ·…ζ≤ζ÷–ΒΡ‘Λ»»Ε®Έ¬ΓΔ ±ΘΈ¬,–νΡήΕ®Έ¬ΓΔ±ΘΈ¬,«ΞΚΗΕ®Έ¬ΓΔ±ΘΈ¬“‘ΦΑΆΘΒγΫΒ Έ¬, «Φ»Ρή Βœ÷…œ ωΡΩΒΡ”÷ΡήΧαΗΏ…ζ≤ζ–߬ ΒΡ––÷° ”––ßΒΡΙΛ“’Νς≥Χ,Τδ÷–«ΞΚΗΈ¬Ε»ΦΑ±ΘΈ¬ ±Φδ «”Αœλ«ΞΚΗ÷ ΝΩΒΡΙΊΦϋΓΘ
(1)«ΞΚΗΈ¬Ε»:Έ¬Ε»ΒΆ ±,«ΞΝœ…–Έ¥¥οΒΫ±Ί–ηΒΡ Έ¬Ε»,«ΞΝœΒΡΝςΕ·–‘ΓΔΫΰ»σ–‘ΨυΫœ≤ν,“Ή≤ζ…ζ«ΞΖλΡΎ ≤ΩΤχΩΉΓΔ«ΞΖλ≤ΜΝ§–χΓΔ–ιΚΗΒ»»±œί, Ι«ΞΚΗΫ”ΆΖ«ΩΕ» ΫΒΒΆ,≥–―ΙΡήΝΠ≤Μ¥ο±ξΕχ≤ζ…ζ–Ι¬©,―œ÷Ί ±…θ÷ΝΜαΥΚ Ν―;Έ¬Ε»ΗΏ ±,«ΞΝœΆξ»Ϊ»έΜ·«“ΝςΕ·–‘Ιΐ¥σ,“Ή≤ζ…ζ «ΞΝœ―θΜ·–Έ≥…ΤχΩΉΚΆΕ‘ΚΗΖλΒΡΟΪœΗΝΠΉς”Ο±δ≤ν,‘λ ≥…«ΞΝœΝς ßΓΔ»έ ¥ΓΔ≥αΤ§Άδ«ζΒ»»±œίΓΘ “ΥΒΡΕ®Έ¬”Π ΉΔ÷ΊΚΗΝœΒΡΝςΒψ,Ά®≥ΘΚΗΝœΒΡΝςΒψ”Π±»±ΜΚΗΫπ τ»έ ΒψΒΆ60ΓφΉσ”“ΓΘ¥Υ ±,“ΚΧ§ΚΗΝœΕ‘±ΜΚΗΫπ τΨΏ”–ΝΦ ΚΟΒΡΫΰ»σ–‘ΚΆΝς…Δ–‘,Ρή‘ΎΟΪœΗΝΠΉς”Οœ¬ΫœΚΟΒΊΧν ≥δ«ΞΚΗΦδœΕ,≤ΔΡή”κ±ΜΚΗΫπ τ≤ζ…ζΝΦΚΟΒΡΚœΫπΜ·Ής ”Ο,–Έ≥…ΗΏ«ΩΕ»Ϋ”ΆΖΓΘ
(2)±ΘΈ¬ ±Φδ:«ΞΚΗ ±«ΞΝœΒΡ»σ ΣΚΆΫ”ΆΖ–Έ≥…‘Φ –η“Σ1s~2s,“ρ¥Υ±ΘΈ¬ ±Φδ÷ς“Σ”…ΜΜ»»Τς–Ρ≤ΩΈ¬Ε» ¥οΒΫ«ΞΚΗΈ¬Ε»Υυ–ηΒΡ ±ΦδΦΑ―θΜ·ΡΛ≤ψœϊ…ΔΥυ–η ±Φδ ΨωΕ®ΓΘ»γΙϊ±ΘΈ¬ ±ΦδΙΐΕΧ,ΜΜ»»Τς–Ρ≤ΩΈ¬Ε»ΟΜ”–¥ο ΒΫ«ΞΚΗΈ¬Ε»; ±ΦδΙΐ≥Λ,“ΚΧ§«ΞΝœ»ί“Ή Ι±ΜΚΗΫπ τ »έ ¥ΓΘ
11ΓΔ’φΩ’«ΞΚΗ¬·ΒΡ’φΩ’Ε»
ΗΏΈ¬Ή¥Χ§œ¬ΒΡ’φΩ’Ε»ΫœΒΆ ±,¬·ΡΎ≤–ΝτΒΡO2 H2OΒ»―θΜ·–‘ΤχΧε“Ή”κAlΤπΜ·―ßΖ¥”Π…ζ≥…÷ ”≤ΒΡ ―θΜ·ΡΛΦ¥Al2O3ΓΘAl2O3Ήι÷·÷¬ΟήΓΔΈ»Ε®ΓΔ»έΒψΗΏ,‘Ύ Τ’Ά®«ΞΚΗΈ¬Ε»œ¬≤Μ“ΉΖ÷Ϋβ,«ΞΝœ―θΜ·Κσ ΙΤδΝςΕ·–‘ Ϋΰ»σ–‘±δΜΒ;±ΜΚΗΫπ τ―θΜ·Κσ±δΒΟΡ―“‘Ϋΰ»σ,¥”ΕχΒΦ ÷¬ΚΗΝœ”κΜυΧεΦδΒΡΚΗΫ”–‘ΡήΕώΜ·ΓΘΙ –η“ΣΨΓΩ…ΡήΧα ΗΏ«ΞΚΗ ±ΒΡ’φΩ’Ε»,Φθ…ΌO2ΓΔH2OΒ»―θΜ·–‘ΤχΧεΒΡΚ§ ΝΩ,ΩΊ÷ΤAl2O3ΒΡ…ζ≥…ΝΩΓΘ“ΜΑψ“Σ«σ,«ΞΚΗ¬·≤…”ΟΕύ Έ¬«χΩΊΈ¬,¬·Έ¬Ψυ‘»–‘ΈΣΓά5Γφ,ΙΛΉς’φΩ’Ε»”Π±Θ÷Λ ≤Μ¥σ”Ύ2ΓΛ0ΓΝ10-3Pa,‘Λ≥ι’φΩ’ΒΡΦΪœό’φΩ’Ε»±Ί–κ‘Ύ 10-4 ΐΝΩΦΕΓΘ
12ΓΔ’φΩ’«ΞΚΗ ±ΜΖΨ≥Ή¥Ωω
ΜΖΨ≥÷–ΒΡ ΣΕ»ΜαΕ‘ΜΜ»»Τς«ΞΚΗ÷ ΝΩ‘λ≥…”Αœλ ‘ΎΗΏ ΣΕ»œ¬Ϋχ––ΜΜ»»ΤςΉιΉΑ ±,Μα”–ΗϋΕύΒΡΥ°Ζ÷Ντ ‘Ύ≥αΤ§ΓΔΗτΑεΦΑΖβΧθ…œΓΘΫΪΗΏ ΣΕ»œ¬ΉιΉΑΒΡΜΜ»»Τς Ζ≈»κ’φΩ’¬·÷–«ΞΚΗ,Υ°Ζ÷Μα’τΖΔΓΔ ΆΖ≈≥ωΗϋΕύΒΡΤχ Χε,«“ΜΜ»»ΤςΡΎ≤ΩΒΡΥ°Ζ÷’τΖΔΓΔΤχΧε ΆΖ≈ «ΗωΜΚ¬ΐΒΡ Ιΐ≥ΧΓΘΥ°Ζ÷–η“Σ¥σΝΩ’τΖΔ»»,”ΑœλΜΜ»»ΤςΡΎ≤ΩΒΡΈ¬ Ε»;Υ°Ζ÷ΜΙΜα”Αœλ’φΩ’Ε»;Υ°Ζ÷ΫΪΦ”Ψγ¬ΝΒΡ―θΜ·,¥” Εχ”Αœλ«ΞΚΗ÷ ΝΩΓΘΥυ“‘‘ΎΫχ––ΜΜ»»ΤςΙΙΦΰ±μΟφ¥ΠάμΓΔΉιΉΑΦΑ«ΞΚΗ«ΑΕΦ”ΠΗΟ±Θ≥÷“ΜΕ®ΒΡΜΖΨ≥ ΣΕ»,Μρ≤… »ΓΤδΥϊΖΫΖ®ΩΊ÷Τ”…”ΎΜΖΨ≥ ΣΕ»‘λ≥…ΒΡΜΜ»»ΤςΙΙΦΰ±μ ΟφΥ°Ζ÷Κ§ΝΩΓΘ
13ΓΔΫα¬έ
Ά®Ιΐ“‘…œΒΡΖ÷Έω,ΈΣΝΥΦθ…ΌΜρΫΒΒΆ’φΩ’«ΞΚΗΚσ ΜΜ»»ΤςΒΡ–Ι¬©¬ ,”ΠΉωΚΟ“‘œ¬ΙΛΉς:
(1)Υυ”Ο‘≠≤ΡΝœ”Π»Ζ±Θ≤ζΤΖ÷ ΝΩ,“Σ¥”’ΐΙφΓΔΉ®“Β≥ßΦ“ΙΚΫχ;
(2)―œΗώΑ¥’’ΙΛ“’≥Χ–ρΫχ––±ΗΝœΓΔ±μΟφ¥ΠάμΦΑΉιΉΑ;
(3)“Σ‘Ύ ΒΦυ÷–Ε‘«ΞΚΗΈ¬Ε»ΓΔ±ΘΈ¬ ±ΦδΓΔ’φΩ’Ε»Β»ΙΛ“’÷ΤΕ»Ϋχ––”≈Μ·≤Δ―œΗώΩΊ÷Τ;
(4)ΩΊ÷ΤΜΖΨ≥ ΣΕ»ΓΘ
’φΩ’¬·Ι ’œΗς÷÷”ΠΦ±¥κ ©:
‘Ύ”ωΒΫΆΜ»ΜΆΘΒγΓΔΆΘΥ°ΓΔΆΘ―ΙΥθΩ’ΤχΒ»ΫτΦ±«ιΩω,”ΠΝΔΩΧ≤…»Γ“‘œ¬”ΠΦ±¥κ ©:Αϋά®”ΠΦ±ΒΣΤχΓΔ”ΠΦ±ά以հΓΘ÷ς“Σ≤…»Γ¥κ © «ΘΚ
1ΓΔ ¬œ»ΉΦ±ΗΚΟ”ΠΦ±ΒΣΤχΤΩΜρ≤ώ”ΆΖΔΒγΜζΘ§“‘±Θ÷Λ±ΘΜΛΤχΧεΒΡ’ΐ≥ΘΆ®»κΓΘ
2ΓΔΉΦ±ΗΚΟ”ΠΦ±Υ°œδΜρ≤ώ”ΆΜζΥ°±ΟΘ§“‘±ψ Ι―≠ΜΖά以հ―≠ΜΖΤπά¥Θ§±ΘΜΛ’φΩ’¬·ΒΡΟήΖβΦΰ≤Μ±ΜΗΏΈ¬ΤΤΜΒΓΘ
3ΓΔΒγΉηΙφΓΔΒγάκΙφΆΜ»ΜΥπΜΒ”ΠΦ±¥κ ©ΘΚΚσΙϊΘΚ’φΩ’Ε»ΝΔΩΧΟΜ”–ΓΘά©…Δ±Ο”Ά±ΜΈέ»ΨΓΔ―θΜ·ΓΔ’φΩ’¬·νβΤΝ±Μ―θΜ·Θ§”ΠΗΟΝΔΦ¥≥ε»κΒΣΤχ“‘±ΘΜΛ’φΩ’¬·ΒΡΖά÷Ι’φΩ’Ε»ΆΜ»ΜΤΤΜΒΕ‘’φΩ’¬·νβΤΝ‘λ≥…Έέ»ΨΓΘΆ§ ±ΗϋΜΜΒγΉηΙφΓΔΒγάκΙφΓΔά©…Δ±Ο”ΆΓΘ
4ΓΔ’φΩ’¬·Φ”»»Τς»ΐœύΒγΝς≤ΜΤΫΚβΓΔά©…Δ±ΟΦ”»»Τς»ΐœύΒγΝς≤ΜΤΫΚβ”ΠΗΟΝΔΦ¥ΆΘ÷ΙΦ”»»Θ§ΆΘΜζΓΘΈ§–όΚσ≤≈Ω…ΦΧ–χΫχ––…ζ≤ζΓΘ
5ΓΔΖΔœ÷»»Βγ≈ΦΙ ’œΘΚ»»Βγ≈ΦΕœ¬Ζ ±“«±μ…œœ‘ ΨΓΑHHHΓ±ΕΧ¬Ζ ± «œ‘ Ψ ΓΑLLLΓ±”ΠΗΟΝΔΦ¥ΆΘ÷ΙΦ”»»Θ§ΆΘΜζΓΘΈ§–όΚσ≤≈Ω…ΦΧ–χΫχ––…ζ≤ζΓΘ
≤ζΤΖ–Ι¬©‘≠“ρΖ÷Έω
≤ζΤΖΒΡΉΑ≈δ
1.ΫαΙΙΦΰΒΡ±μΟφ‘Λ¥Πάμ
ΜΜ»»ΤςΒΡΥυ”–ΫαΙΙΦΰ‘ΎΉιΉΑ«ΑΨυ–κΨ≠Ιΐ±μΟφ¥Π άμΦ¥ΥαΦνœ¥,“‘≥ΐ»Ξ±μ≤ψΈέΙΗΓΔ”ΆΉ’ΓΔ―θΜ·ΡΛΒ»ΓΘΈέ ΙΗΜαΉηΑ≠ΙΙΦΰΦδΒΡ”––ßΫ”¥Ξ;”ΆΉ’‘Ύ’φΩ’ΗΏΈ¬ ±ΫΪ ΜαΖ÷ΫβΤχΜ·,ΫΒΒΆ’φΩ’«ΞΚΗ¬·ΡΎ’φΩ’Ε»;”…”Ύ¬ΝΚœΫπ ±μ≤ψ―θΜ·ΡΛ÷¬Οή,Τδ»έΜ·Έ¬Ε»‘Ε±»ΜυΧε≤ΡΝœΒΡ“ΣΗΏ, ΧΊ±π «Η¥ΚœΑε«ΞΝœ≤ψΒΡ―θΜ·ΡΛ‘Ύ«ΞΚΗ ±«ΞΝœ≤ψ»έΜ· ≤Μ≥δΖ÷,‘λ≥…≤ΜΡή”κ±ΜΚΗΫπ τΆξ»Ϊ»έΚœ,¥”Εχ”Αœλ«Ξ ΚΗ÷ ΝΩΓΘΈΣ¥Υ,±Ί–κ―œΗώΩΊ÷Τ‘≠≤ΡΝœΒΡ±μΟφ‘Λ¥Πάμ, Αϋά®±Ί“ΣΒΡΜζ–Β«εάμ,Ά§ ±ΥθΕΧ«ΞΚΗ«ΑΒΡΉΑ≈δ ±ΦδΓΘ
2.ΫαΙΙΦΰ≥Ώ¥γΙΪ≤ν
Η¥ΚœΑεΓΔ¥σ≥αΤ§ΓΔ–Γ≥αΤ§ΓΔ¥σΖβΧθΓΔ–ΓΖβΧθ‘ΎΫχ––Ε®–ΆΓΔΕ®≥ΏΦ”ΙΛΚσΒΡ≥Ώ¥γΤΪ≤ν≈δΚœ±Ί–κΒΟΒΫ”––ß±Θ ÷ΛΓΘ≥αΤ§”ΠΩΊ÷Τ‘Ύ’ΐΤΪ≤νΖΕΈß,ΖβΧθ‘ρ”ΠΩΊ÷Τ‘ΎΗΚ ΤΪ≤νΖΕΈßΓΘΖώ‘ρΈόΖ®±Θ÷ΛΉΑ≈δΚσΗ¥ΚœΑε‘Ύ”κΖβΧθΫτ Οή≈δΚœΚσ,‘Ό”κ≥αΤ§Φδ”– “ΥΒΡΫ”¥ΞΟφΜΐΦ¥«ΞΖλΦδ œΕ,“Ή‘λ≥…–ιΚΗΓΔ«ΞΖλ≤ΜΝ§–χΜρΈ¥ΚΗΚœœ÷œσΓΘ
3.ΫαΙΙΦΰ±μΟφ¥÷≤ΎΕ»ΦΑΤδ–ΈΉ¥
ΫαΙΙΦΰ±μΟφ¥÷≤ΎΕ»”ΑœλΟΪœΗΝΠΓΘ“ΜΑψΥΒά¥,±μΟφΙΐ”ΎΙβΜ§,«ΞΝœΡ―“‘‘Ύ’ϊΗωΫ”¥ΞΟφΜΐ…œΖ÷≤ΦΨυ‘», ”…¥Υ≤ζ…ζΒΡΩ’―®Μα Ι«ΞΚΗ«ΩΕ»ΫΒΒΆ,ΧΊ±π «ΖβΧθΒΡ±μΟφ¥÷≤ΎΕ»ΓΘΈΣΝΥ±Θ÷Λ«ΞΝœΨυ‘»Ζ÷≤Φ”ΎΫ”¥ΞΚΗΖλ…œ,ΫαΙΙΦΰΒΡ«ΞΚΗΟφ”Π”– “ΥΒΡ¥÷Μ·ΓΘΆ®≥Θ,±μΟφ¥÷ ≤ΎΕ»≤ΈΩΦ÷ΒΩ…―ΓRa0ΓΛ7mm~2ΓΛ0ΠΧmΒΡΤΫΖΫΗυΈΣ“ΥΓΘΝμΆβ,ΖβΧθΒΡΡΎ≤ύ”Π÷Τ≥…30ΓψΒΡΒΙΫ«,”–άϊ”Ύ‘Ύ’φΩ’«ΞΚΗ ±ΫΒΒΆΚΗΝœΒΡ±μΟφ’≈ΝΠ,‘ωΦ”»σ Σ–‘,Φθ…Ό«ΞΚΗ»±œίΓΘ
4.Φ–ΨΏΒΡΦ–≥÷ΝΠ
”…”ΎΜΜ»»ΤςΉΑ≈δΚσ≤…”Ο≤Μ–βΗ÷Φ–ΨΏΫχ––Φ–≥÷, Εχ≤Μ–βΗ÷Φ–ΨΏΒΡ»»≈ρ’ΆœΒ ΐ–Γ”Ύ¬ΝΚœΫπ÷ΤΤΖΒΡ,Ι Φ–ΫτΝΠΧΪ¥σ,“Ή‘λ≥…«ΞΚΗΚσ≥αΤ§Άδ«ζΒΙΖϋ;Φ–ΫτΝΠΧΪ –Γ,≥αΤ§“ΉΥ…Ά―ΓΘΙ ”ΠΗυΨίΨΏΧεΜΜ»»ΤςΒΡΫαΙΙ…ηΦΤ…ηΕ® “ΥΒΡΦ–ΫτΝΠΓΘ
ΕΪΩΓ’φΩ’«ΞΚΗΙΛΉς “
ΒΊ÷Ζ:Ϋ≠Υ’ Γ―ο÷ί –Έ§―ο¬Ζ349Κ≈
” ’ΰ±ύ¬κΘΚ225000
ΝΣœΒ»ΥΘΚ ≤ΧΕΪΩΓ
SKYPE:jsyzcdj
ΝΣœΒ ÷ΜζΘΚ13905275926
QQΘΚ649200691
E-mail: vacuum.brazing@gmail.com
Άχ ÷ΖΘΚhttp://www.brazing.com.cn |