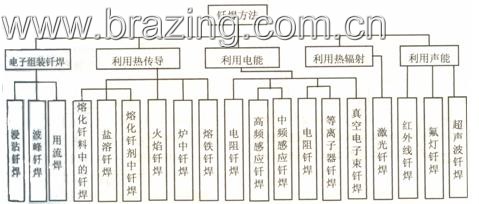
����ǥ��������ԭ��
���⺸�ӿ��Բ������������弤��������ʵ�֣����⺸�ӵ�ԭ���ɷ�Ϊ�ȴ����ͺ��Ӻͼ������ۺ��ӡ������ܶ�С��104~105 W/cm2Ϊ�ȴ���������ʱ����dz�������ٶ����������ܶȴ���105~107W/cm2ʱ�������������������°��ɡ���Ѩ�����γ����ۺ������к����ٶȿ졢����ȴ���ص㡣
���������ȴ����ͼ��⺸��ԭ��Ϊ�����������ȴ��ӹ����棬��������ͨ���ȴ������ڲ���ɢ��ͨ�����Ƽ�������Ŀ��ȡ��������幦�ʺ��ظ�Ƶ�ʵȼ��������ʹ�����ۻ����γ��ض����۳ء�
�������ڳ��ֺ��Ӻ�ұ�𱡰庸���õļ��⺸�ӻ���Ҫ�漰�������ۺ��ӡ�
�������ۺ���һ������������������ɲ��ϵ����ӣ���ұ��������������������Ӽ�Ϊ���ƣ�������ת��������ͨ����С�ס���Key-hole���ṹ����ɵġ����㹻�ߵĹ����ܶȼ��������£����ϲ����������γ�С�ס��������������С������һ�����壬��������ȫ�������������������ǻ��ƽ���¶ȴ�2500 0C���ң�������������¿�ǻ��ڴ��ݳ�����ʹ��Χ�������ǻ���ܵĽ����ۻ���С���ڳ����ڹ��������±�������������������ĸ���������С���ıڰ�Χ�����ڽ�����Һ̬�������ܰ�Χ�Ź�����ϣ����ڴ�������溸�ӹ��̺ͼ���������У��������ȳ����ڹ������棬Ȼ�������͵��ڲ������ױ���Һ�������ͱڲ�����������ǻ����������������ѹ����ֲ������Ŷ�̬ƽ�⡣�������Ͻ���С�ף�С����IJ������������������Ź����ƶ���С��ʼ�մ����������ȶ�״̬������˵��С��Χ�ſױڵ����ڽ�������ǰ������ǰ���ٶ���ǰ�ƶ������ڽ���������С���ƿ������µĿ�϶����֮���������������γɡ��������̵�������һ�з�������˿죬ʹ�����ٶȺ����״ﵽÿ�������ס�
�����豸
�ɹ�ѧ����������������Ѩ���˾���Ľ�������ɡ������ܵ�������������״̬ʱ����ʼ����ͬ��λ�Ⲩ�������˾������ط��䣬�γɹ��Ĵ���ЧӦ�����Ⲩ�Ŵ�����㹻��������ʼ��������⡣
������ɽ��ͳɽ����ܡ���ѧ�ܡ����ܡ����ܻ���ܵ�ԭʼ��Դת����ijЩ�ض���Ƶ������⡢�ɼ�������⣩�ĵ�ŷ�������һ���豸��ת����̬��ijЩ��̬��Һ̬����̬�����к������С�����Щ������ԭ�ӻ������̬���������������λ������ͬ�ҽ�����һ�����Ĺ���-���⡣���ھ�ͬ��λ����һ����������Ǿ��dz�С���ڱ��߶ȼ������ṩ���ӡ��и�ȴ����ȹ���ǰ�ɴ��͵ľ����൱����
����������
���ں��ӵ���Ҫ�����ּ���, ��CO2 �����Nd:YAG���⡣CO2 �����Nd: YAG���ⶼ�����۲��ɼ�����⡣Nd: YAG��������Ĺ�����Ҫ�ǽ������,����Ϊ1. 06 Lm, �ȵ�������ֲ����Ĺ������ʽϸ�,���ڴֽ���, ���ķ�����Ϊ20%~ 30%��ֻҪʹ�ñ��Ĺ⾵����ʹ�����Ⲩ�εĹ����۽�Ϊֱ��0. 25 mm��CO2 ����Ĺ���ΪԶ�����, ����Ϊ10.6Lm, �ֽ��������ֹ�ķ����ʴﵽ80% ~ 90%,��Ҫ�ر�Ĺ⾵�ѹ����۽���ֱ��Ϊ0. 75 - 0. 1mm��Nd: YAG�����һ���ܴﵽ4 000~ 6 000W����, ����������Ѵﵽ10 000W����CO2 �����ȴ�����״ﵽ20 000W��������
���ʵ�CO2 ����ͨ��С��ЧӦ������߷����ʵ�����, ���������IJ��ϱ����ۻ�ʱ�γ�С��, �������������С������һ������, ����ȫ������������ߵ�����, ��ǻ��ƽ���¶ȴ�25 000 e ����, �ڼ����ʱ����, ������Ѹ���½���CO2 �������ķ�չ�ص���Ȼ�Լ������豸�Ŀ�������, ���Ѳ�������������������, �����������߹�����������۽����ܡ�����, CO2 ����10 kW���ϴ��ʺ���ʱ, ��ʹ�������������, ���շ���ǿ�ĵ�������, ʹ�����dz�����,CO2 ������ʺ���ʱ, ��ʹ�ò�������������ĺ�����Ϊ�������塣
���ڼ����߹���Nd: YAG����Ķ����ܼ�����ϵ�Ӧ����һ����Ҫ�ķ�չ����, �ؽ�����������������, ���γɸ�����Ч�ļ���ӹ�������ֱ�Ӷ��������м�����������ڽ���������ļ���, ��ƽ�������Ѵ�1 kW, ���ת��Ч�ʽӽ�50% �������ܻ����и�����ʹ������( 10 000 h), �����ڽ��ͼ����豸��ά���ɱ��������ܱ��ֹ��弤���豸(DPSSL)�Ŀ�����
���ղ���
(1)�����ܶȡ������ܶ��Ǽ���ӹ�����ؼ��IJ���֮һ�����ýϸߵĹ����ܶȣ�����ʱ�䷶Χ�ڣ����㼴�ɼ������е㣬����������������ˣ��߹����ܶȶ��ڲ���ȥ���ӹ������ס��и������������ڽϵ����ܶȣ������¶ȴﵽ�е���Ҫ���������룬�ڱ�������ǰ���ײ�ﵽ�۵㣬���γ����õ����ں��ӡ���ˣ��ڴ����ͼ��⺸���У������ܶ��ڷ�Χ��10^4~10^6W/CM^2��
(2)�������岨�Ρ��������岨���ڼ��⺸������һ����Ҫ���⣬������ڱ�Ƭ���Ӹ�Ϊ��Ҫ������ǿ�ȼ������������ϱ��棬�������潫����60~98%�ļ��������������ʧ�����ҷ�����������¶ȱ仯����һ���������������ڼ��ڣ����������ʵı仯�ܴ�
(3)����������ȡ����������弤�⺸�ӵ���Ҫ����֮һ�������������ڲ���ȥ���Ͳ����ۻ�����Ҫ������Ҳ�Ǿ����ӹ��豸��ۼ�����Ĺؼ�������
(4)�뽹���Ժ���������Ӱ�졣���⺸��ͨ����Ҫһ�����뽹������Ϊ���⽹�㴦������ĵĹ����ܶȹ��ߣ����������ɿס��뿪���⽹��ĸ�ƽ���ϣ������ܶȷֲ���Ծ��ȡ��뽹��ʽ�����֣����뽹�븺�뽹����ƽ��λ�ڹ����Ϸ�Ϊ���뽹����֮Ϊ���뽹�������ι�ѧ���ۣ��������뽹ƽ���뺸��ƽ��������ʱ������Ӧƽ���Ϲ����ܶȽ�����ͬ����ʵ��������õ��۳���״��ͬ�����뽹ʱ���ɻ�ø������������۳ص��γɹ����йء�ʵ��������������50~200us���Ͽ�ʼ�ۻ����γ�Һ����������ֲ����������γɸ�ѹ���������Լ��ߵ��ٶ����䣬����ҫ�۵İ⡣���ͬʱ����Ũ������ʹҺ������˶����۳ر�Ե�����۳������γɰ��ݡ������뽹ʱ�������ڲ������ܶȱȱ��滹�ߣ����γɸ�ǿ���ۻ���������ʹ��������ϸ�����ݡ�������ʵ��Ӧ���У���Ҫ������ϴ�ʱ�����ø��뽹�����ӱ�����ʱ���������뽹��
(5)�����ٶȡ������ٶȵĿ�����Ӱ�쵥λʱ���ڵ����������������ٶȹ��������������������¹����մ��������ٶȹ��죬������������С����ɹ���������
��������
�������ں��ӣ��Լ�����Ϊ��Դ������ں�����ͷ�ϡ�
����������ƽ���ѧԪ�����羵�ӣ�������������Է���۽�Ԫ����Ƭ������Ͷ���ں����ϡ�
���⺸�����ǽӴ�ʽ���ӣ���ҵ���̲����ѹ������ʹ�ö��������Է��۳����������Ͻ���ż��ʹ�á�
���⺸������MIG����ɼ���MIG���Ϻ���ʵ�ִ�����ӣ�ͬʱ����������MIG����Ϊ��С��
���նԱ�
|
�Ա���Ŀ |
���⺸�� |
���������� |
�ټ��������屣���绡�� |
�ۻ������屣���� |
���躸 |
|
������ |
0 |
0 |
- |
- |
+ |
|
����ȱ� |
+ |
+ |
- |
- |
- |
|
С��Ӱ���� |
+ |
+ |
- |
- |
0 |
|
�ߺ������� |
+ |
+ |
- |
+ |
- |
|
���������ò |
+ |
+ |
0 |
0 |
0 |
|
����ѹ��ʩ�� |
+ |
- |
+ |
+ |
+ |
|
���Ӹ߷����ʲ��� |
- |
+ |
+ |
+ |
+ |
|
ʹ�������� |
0 |
- |
+ |
+ |
- |
|
�Զ��ӹ� |
+ |
- |
+ |
0 |
+ |
|
�ɱ� |
- |
- |
+ |
+ |
+ |
|
�����ɱ� |
0 |
0 |
+ |
+ |
+ |
|
�ɿ��� |
+ |
- |
+ |
+ |
+ |
|
��װ |
+ |
- |
- |
- |
- |
|
ע����+����ʾ���ƣ���-����ʾ���ƣ���0����ʾ���С� |
|
|
|
|
|
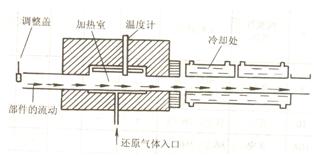
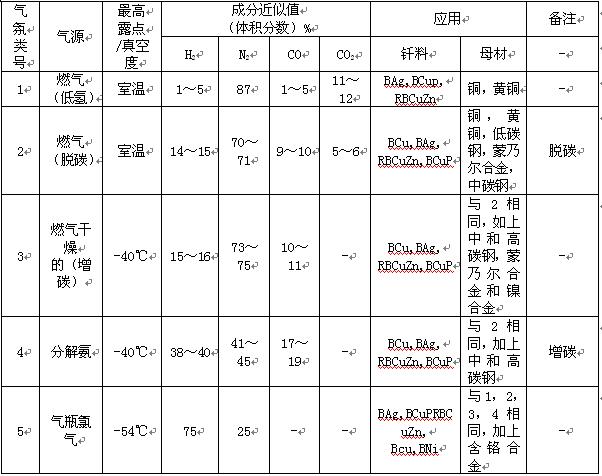
�������ܷ⺸�Ӳ��õķ����У����躸��벻��������������������Ӻ������ǥ������¯�ȡ�
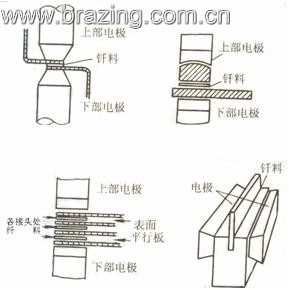
1. ���躸�����������ӱ����������������缫��н���������ͨ����ĵ����ۻ��缫�Ӵ��ı��棬��ͨ���������跢����ʵʩ���ӡ������ױ��Σ����躸ͨ����ͷ���ߺ��ϣ������⺸ֻ�ӵ��߽��У����躸���õ缫�辭��ά�������������ʹӹ���ճ���ŵĽ��������⺸�ӱ�������ӽ�ͷʱ�����Ӵ����������ߣ��������ɽ��볣�溸���Ժ������������ٶȿ졣
2. 벻�����ʹ�÷����ĵ缫�뱣�����壬���������ӱ��������������ٶȽ�������������ȼ��⺸��ܶ࣬�ײ������Ρ�
3. �����ӻ�������벻����ƣ����亸������ѹ���绡��������º������ܶȣ�����벻����ٶȿ졢�����ѷ�ڼ��⺸��
4.��������������һ�����ٸ����ܶȵ�����ײ���������ڹ��������С�ܻ��ڲ�������ȣ��γ�"С��"ЧӦ���Ӷ�ʵʩ���ۺ��ӡ�������������Ҫȱ������Ҫ����ջ����Է�ֹ����ɢ�䣬�豸���ӣ������ߴ����״�ܵ�����ҵ����ƣ��Ժ���װ������Ҫ���ϸ���յ�������Ҳ��ʵʩ�������ڵ���ɢ����۽�����Ӱ��Ч���������������д�ƫ�ƺ�X�������⣬���ڵ��Ӵ��磬���ܴų�ƫתӰ�죬��Ҫ���������������ǰȥ�Ŵ�����X�����ڸ�ѹ���ر�ǿ����Բ�����Աʵʩ���������⺸��������ҺͶԹ�����ǰ����ȥ�Ŵ����������ڴ����н��У�Ҳû�з�X�������⣬���Կ���������������������Ҳ�ɺ��Ӵ��Բ��ϡ�
��չ����
�����ϵĵ�һ����������1960������������ݼ����챦ʯ�������������������ھ������������ֻ�ܲ����ܶ��ݵ����������Ƶ�ʺܵ͡���Ȼ˲�������ֵ�����ɸߴ�10^6�ߣ��������ڵ����������
ʹ���ϣ�ND��Ϊ����Ԫ�ص�����ʯ��ʯ������Nd:YAG���ɲ���1---8KW��������һ����������YAG���⣬����Ϊ1.06uM������ͨ�����Թ������ӵ�����ӹ�ͷ���豸���������ú��Ӻ��0.5-6mm��
ʹ��CO2Ϊ�������CO2���⣨����10.6uM������������ɴ�25KW��������2mm���ȫ�����ӣ���ҵ���ѹ㷺���ڽ����ļӹ��ϡ�
20����80������ڣ����⺸����Ϊ�¼�����ŷ�ޡ��������ձ��õ��˹㷺�Ĺ�ע��1985��¹���ɭ������˾��¹�����������˾��������Audi100�����ϳɹ�������ȫ���һ�鼤��ƴ���塣90���ŷ�ޡ��������ձ�����������������ʼ�ڳ��������д��ģʹ�ü���ƴ���弼��������ʵ���һ����������쳧��ʵ�����飬��֤����ƴ������Գɹ���Ӧ�����������������졣
����ƴ���Dz��ü�����Դ�������ɲ�ͬ���ʡ���ͬ��ȡ���ͬͿ��ĸֲġ�����ֲġ����Ͻ�ĵȽ����Զ�ƴ�Ϻͺ��Ӷ��γ�һ�������ġ��Ͳġ���о��ȣ��������㲿���Բ������ܵIJ�ͬҪ������������������Žṹ���������ʵ��װ������������ŷ���ȷ�����ң�����ƴ�������ڽ�ͨ����װ������ҵ�б�ʹ�ã����ڽ���ҵ���������ҵ��ĺ��������������߸ְ庸�ӣ����������еĸְ����ӣ��������б�����ʹ�á�
���������ļ��⺸����ҵ����ʿSoudonic��˾������������������š��¹���ɭ��²������TWB��˾�����ô�Servo-Robot��˾���¹�Precitec��˾�ȡ�
�й��ļ���ƴ���弼��Ӧ�øո���2002��10��25�գ��й���һ������ƴ����רҵ����ҵ��������ʽͶ�����У����人��ɭ��²�����˼���ƴ���ӵ¹���ɭ��²������TWB��˾�������˺��Ϻ����ְ����弤��ƴ����˾��һ�����Ѽ���ƴ������˾�����Ͷ����
2003�꣬����ʵ����A318���Ͻ��±ڰ�ṹ˫����C02������˿����YAG������˿���������洫ͳí�ṹ�����˷ɻ�����������20%��ͬʱҲ��Լ��20%�ijɱ�����ˮ���϶����⺸�Ӽ��������ҹ���ͳ��������ҵ�������������ش����塣�������������������Ԥ�п��⣬��֯�����Ŷӣ��ڹ������Ƚ���˫�������⺸�����������뵽�����о��У����Ҵ�һ��ʼ������Ҫ��������õ��ɻ������С��й�ר���Ŷ���ij�ɻ���������׳����������������ƽ�˫�������⺸�ӵ���Խ�ԺͿ����ԡ�������������֤����������Ȼ�������ü�������ij�ɻ�����ڰ�����죬ʵ�������Ҫ�ѡ�˫�������⺸�ӡ�����Ӧ�õ��ɻ������Ŀ�꣬ͻ�������ʺϽ⺸����˿���ȿ��Ƶȹؼ����������ɴ���������˫����������˿���Ϻ���װ�ã������˹���������˫����������˿����ƽ̨��ʵ���˴��ͱ��ڽṹT�ͽ�ͷ˫����˫��ͬ�����ӣ����״γɹ�Ӧ���ں��մ���ڰ�ؼ��ṹ���ĺ��������У����ҹ����ͷɻ������з�������Ҫ���á�
2003���ɻ��������ṩ�Ĺ�����̨���ʹ�������ʽ���ӳ����豸ͨ���������ա����豸�������и���Ӻ��ȴ�����һ����ʹ�ҹ����������Ϊ�����ϵ��ļ��ܹ����������豸����ҵ��
2004���������ⷨ�������߹��ʼ����и�,���Ӽ��к���ϼӹ��������豸����Ŀ��ù��ҿ�ѧ�����������Ƚ�,��Ϊ����Ψһ�߱���������豸���������ļ�����ҵ��
���Ź�ҵ�����ҵ�Ŀ��ٷ�չ���г��Լ���ӹ�������Ҫ��Խ��Խ�ߣ����⼼���Ѵӵ�һӦ����ת���Ԫ��Ӧ�ã�����ӹ����治���ǵ�һ���и���ߺ��ӣ��г��Լ���ӹ�Ҫ���и�ͺ���һ�廯������ҲԽ��Խ�࣬�����и�ͼ��⺸�ӵ��к�һ�廯����ӹ��豸Ӧ�˶��������弤���Ƴ�150kW���߹��ʼ����и��,�������о������к�һ�����Ŀǰ����������ļ�����, ��һ�廯�豸,�Ǽ����˼����и��뼤�⺸�ӹ�����һ��Ĵ�����к��豸���豸����רҵ���и�ͷ�ͺ���ͷ�������ӹ�ͷ����һ�������������ؼ�����֤�䲻�ụ����棬�豸�ܹ����ͬʱ��Ҫ�и��뺸�������������к��Ⱥ����У������и�������ɽ����л���һ̨�豸����, �ֹ��ܣ����������������µ��豸��ΪӦ�ó��ҽ�Լ���豸�ɱ�������˼ӹ�Ч�ʺͼӹ���Χ�����������к�һ�壬�ӹ����ȵõ�����ȫ�ı��ϣ��豸���ܸ�Ч�ȶ������⣬�������˳�����ƴ�������а���ײ����ȱ��κ���α��ֳ������й�·�ȶ�ʵ�ֵ��ѹأ����Խ����鳤6��1.5��ƽ����һ���Ժ�����ɣ��������⻬ƽ�����������������ӹ���ͬʱ�����и��3�׳���6�����ϵ�20mm���µİ�ģ�һ�γ��ͣ��������λ��
�п�Ժ�����Զ����о������ձ�ʯ������ĥ�ع���ʽ������й��ʺ�������ѭ���������������ٴ��µĿƼ���չս�ԣ����˼���ƴ�����ɸ��ؼ���������2006��9�¿��������ڵ�һ����ƴ�����������ߣ����ɹ������˻����˼��⺸��ϵͳ��ʵ����ƽ��Ϳռ����ߵļ��⺸�ӡ�
2013��10�£��й�����ר�һ���˺����������ѧ����--��³�˽���Ӣ�������о���(TWI)ÿ�������120������ҵ�4000���Ա��λ���Ƽ����������ս��ý�������һλר�ң��Ա������ں��ӻ����ӿ�ѧ�����빤ҵӦ������������Խ���ס���λ����ǶԹ�ˮ�������Ŷӵ��Ͽɣ�Ҳ�Ƕ��к���ҵ�ƶ��������Ӽ��������Ŀ϶���
��ȱ��
�ŵ�
��1���ɽ�������������͵���Ҫ������Ӱ��������仯��ΧС�������ȴ��������µı�������ͣ�
��2��32mm������ӵĺ��ӹ��ղ����Ѿ��춨�ϸɽ��ͺ�庸�������ʱ��������ʡ�����Ͻ�����ʹ�ã�
��3������ʹ�õ缫��û�е缫��Ⱦ������Ĺ��ǡ��������ڽӴ�ʽ�����Ƴ̣����ߵĺ����νԿɽ�����ͣ�
��4�����������ھ۽��������ܹ�ѧ�������������ɷ������빤���ʵ�֮���룬�ҿ��ڹ�����Χ�Ļ����ϰ����ٵ������������ӷ������ܵ������Ŀռ����ƶ������ӣ�
��5�������ɷ����ڷ�յĿռ䣨������ջ��ڲ����廷���ڿ����£���
��6���������ɾ۽��ں�С�����ɺ���С���Ҽ������IJ�����
��7���ɺ��������Χ�������Ӻϸ������ʲ��ϣ�
��8���������Զ������и��ٺ��ӣ��������λ����Կ��ƣ�
��9�����ӱ��Ļ�ϸ���߲�ʱ��������绡���Ӱ����л��۵����ţ�
��10�����ܴų���Ӱ�죨�绡���Ӽ����������������ף����ܾ�ȷ�Ķ�������
��11���ɺ��Ӳ�ͬ���ԣ��粻ͬ���裩�����ֽ�����
��12��������գ������X���߷�����
��13�����Դ���ʽ���ӣ�����������ȿɴ�10:1��
��14�������л�װ�ý��������������������վ��
ȱ��
��1������λ����dz���ȷ������ڼ������ľ۽���Χ�ڣ�
��2��������ʹ�ü��ξ�ʱ������ȷ������������λ�����뼤����������ĺ������
��3�����ɺ�����ܵ����������Զ����19mm�Ĺ������������ϲ��ʺ�ʹ�ü��⺸�ӣ�
��4���߷����Լ��ߵ����Բ���������ͭ����Ͻ�ȣ������Ի��ܼ������ı䣻
��5�����������������������ļ���������ʱ����ʹ�õ����ӿ��������۳���Χ�����ӻ�������������ȷ���������ٳ��֣�
��6������ת��Ч��̫�ͣ�ͨ������10%��
��7�������������̣�������������Ĺ��ǣ�
��8���豸����
Ϊ����������ټ��⺸�ӵ�ȱ��,���õ�Ӧ����һ����ĺ��ӷ���,�����һЩ��������Դ�뼤����и��Ϻ��ӵĹ���,��Ҫ�м�����绡������������ӻ����������Ӧ��Դ���Ϻ��ӡ�˫�����������Լ���������⺸�ӵȡ��������˸��ָ������մ�ʩ���缤����˿������ϸ��Ϊ��˿������˿��������Ӵų�������ǿ���⺸���������������۳���ȼ��⺸�����⸨������Ħ�����ȡ�
Ӧ������
����ҵ
����ƴ��(TailoredBlandLaserWelding)�����ڹ���γ������еõ��㷺��Ӧ�ã���ͳ�ƣ�2000��ȫ��Χ�ڼ������弤��ƴ�������߳���100��������γ�����ƴ������7000������������Խϸ��ٶ�������������������������Passat��Buick��Audi��Ҳ������һЩ��������ṹ���ձ���CO2���⺸����������Ժ������Ƹ�ҵ���־��ĵ����ӣ��ڳ����庸�ӵ��о�������100�����µIJ�Ƭ�����ۺ�����ͨ��������������ʲ��ε�YAG���⺸���Գɹ�����ʾ�˼��⺸�Ĺ���ǰ;���ձ������������״γɹ������˽�YAG���⺸���ں˷�Ӧ��������������ϸ�ܵ�ά�ȣ��ڹ����ձ��صȻ������˳��ֵļ��⺸�Ӽ�����
��ĩұ��
���ſ�ѧ�����IJ��Ϸ�չ�����ҵ�����϶Բ�������Ҫ��Ӧ��ұ����������IJ����Ѳ���������Ҫ�����ڷ�ĩұ����Ͼ�����������ܺ������ŵ㣬��ijЩ�������������ɻ��������о�����ҵ������ȡ����ͳ��ұ�����ϣ����ŷ�ĩұ����ϵ����淢չ������������������������Ե�����ͻ����ʹ��ĩұ����ϵ�Ӧ���ܵ����ơ��ڰ�ʮ������ڣ����⺸������ص��ŵ�����ĩұ����ϼӹ�����Ϊ��ĩұ����ϵ�Ӧ�ÿ������µ�ǰ��������÷�ĩұ����������г��õ�ǥ���ķ������ӽ��ʯ�����ڽ��ǿ�ȵͣ���Ӱ�������ر��Dz�����Ӧ���¼�ǿ��Ҫ��߶�����ǥ���ۻ����䣬���ü��⺸�ӿ�����ߺ���ǿ���Լ��������ܡ�
������ҵ
20����80������ڣ�ǧ������ɹ�Ӧ���ڹ�ҵ���������⺸���������Ѵ��ģ��������������ҵ����Ϊ��������ҵͻ���ijɾ�֮һ���¹��µϡ����ۡ����ڡ������ֶ��ֵ�ŷ���������쳧����20����80��������Ȳ���, ���⺸�ӳ����������������ӽӣ�90�������ͨ�á����غͿ���˹�չ�˾���ཫ���⺸�������������죬��������������չ�ܿ졣������������ڴ�����ְ�����ĺ���װ���в����˼��⺸�ӣ��ձ����ղ�������ͷ���������˾�����쳵�����Ǽ��ж�ʹ���˼��⺸�Ӻ��и�գ���ǿ�ּ��⺸��װ�������������������������������ʹ�õ�Խ��Խ�࣬�������������г�ͳ�ƣ���2002��ף����⺸�Ӹֽṹ�����Ľ��ﵽ70000t��1998������3��������������ҵ�������Զ����̶ȸߵ��ص㣬���⺸���豸����ʡ���·ʽ����չ���ڹ��շ�������Sandia����ʵ������PrattWitney���Ͻ����ڼ��⺸�ӹ��������ӷ�ĩ�����ͽ���˿���о����¹�����÷Ӧ�ù��������о�����ʹ�ü��⺸�����Ͻ����Ǽܷ�������˴������о�����Ϊ�ں������������������������������ƣ���ߺ����ٶȣ�����������⣬���������������ڱ��۹�˾�Ĺ���Ͷ��������
���ӹ�ҵ
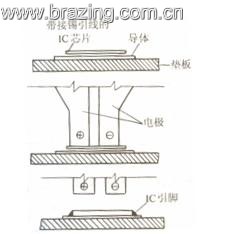
���⺸���ڵ��ӹ�ҵ�У��ر������ӹ�ҵ�еõ��˹㷺��Ӧ�á����ڼ��⺸����Ӱ����С�����ȼ���Ѹ�١���Ӧ���ͣ�������ڼ��ɵ�·�Ͱ뵼����������ķ�װ�У���ʾ�����ص���Խ�ԣ���������������У����⺸��Ҳ�õ���Ӧ�ã�����۽����벻���֧�ֻ�������������˿����ȡ����������¿����еĵ��Ա��ڲ���Ƭ������0.05-0.1mm�����ô�ͳ���ӷ������Խ����TIG�����������������ȶ��ԲӰ�����ض�����ü��⺸��Ч���ܺã��õ��㷺��Ӧ�á�
���������⺸������Ӧ�õ�ӡ�Ƶ�·���װ�������С����ŵ�·�ļ��ɶ�Խ��Խ�ߣ�����ߴ�Խ��ԽС�����ż��Ҳ��ø�С�������Ĺ����Ѿ�������ϸС�Ŀռ�������������ڲ���Ҫ�Ӵ����������ʵ�ֺ��ӣ��ܺõĽ����������⣬�ܵ���·�������̵����ӡ�
����ҽѧ
������֯�ļ��⺸��ʼ��20����70�����Klink�ȼ�jain[13]�ü��⺸�����ѹܺ�Ѫ�ܵijɹ����Ӽ���ʾ��������Խ�ԣ�ʹ�����о��߳��Ժ��Ӹ���������֯�����ƹ㵽������֯�ĺ��ӡ��йؼ��⺸�������������о���Ҫ�����ڼ��Ⲩ������������Թ��ָܻ��Լ����⺸�ϵ�ѡ��ȷ�����о�����ͭ�������˼��⺸��СѪ�ܼ�Ƥ���Ȼ����о��Ļ������ֶԴ�����ܹܽ����˺����о������⺸�ӷ����봫ͳ�ķ�Ϸ����Ƚϣ����⺸�Ӿ����Ǻ��ٶȿ죬���Ϲ�����û�����ﷴӦ�����ֺ��Ӳ�λ�Ļ�е���ʣ�������֯����ԭ������ѧ��״�������ŵ㽫���Ժ������ҽѧ�еõ����㷺��Ӧ�á�
����
��������ҵ�У����⺸��Ҳ�������ر��������ֲ��Ϻ����й��ڽ����������о������BT20�ѺϽ�HEl30�Ͻ�Li-ion��صȼ��⺸�ӣ��¹�������е������GlamacoCoswig��˾��IFW�Ӻϼ��������ʵ���о�Ժ������������һ������ƽ�岣���ļ��⺸���¼�����
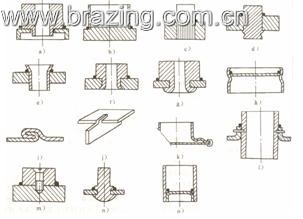
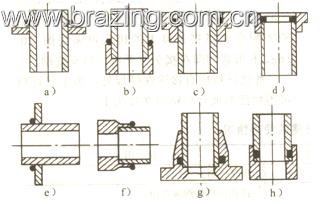
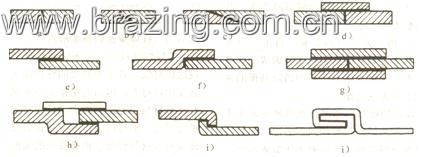
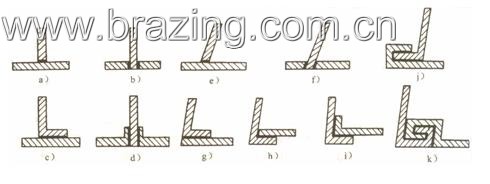
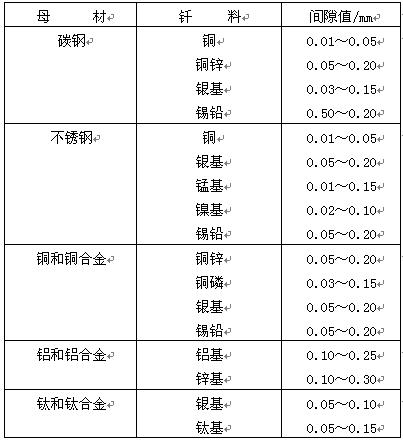
��6����ɢǥ���� ��ɢǥ�����ǰѻ���Ӵ��Ĺ�̬���ʽ�����Ͻ���ȵ����ǵ��۵����£����������ɢ���ã��ڽӴ�������һ����ȵ��ۻ���ʵ�����ӡ������Ƚ������γɹ�����һϵ�о��е��۵�Ĺ�����ʱ������ʵ����������ɢǥ�����Ӵ������γɵ�Һ̬�Ͻ�����ȴʱ���������ֲ��ϵ�ǥ�ϣ�����ǥ������Ҳ�ơ��Ӵ�һ��Ӧǥ����������ǥ�����������ֽ�����Ͻ����γɹ���ʱ�����ڹ�������õ�Ȧ״������������Ͻ���ͬʱ�����ֽ����γɹ�����ʵ����ɢǥ����
��ɢǥ�����̿ɷֳ������Ρ������ǽӴ����ڹ�̬�½�����ɢ���Ͻ�Ӵ��������ĺϽ�Ԫ�ر��ͣ���δ�ﵽ������Ũ�ȡ����ţ��Ӵ����ﵽ�����ɷֵĵط��γ�Һ�࣬�ٽ��Ͻ�Ԫ�صļ�����ɢ�������ĺϽ�㽫��ʱ�����ӡ����ֹͣ���ȣ��Ӵ����Ͻ����̡�
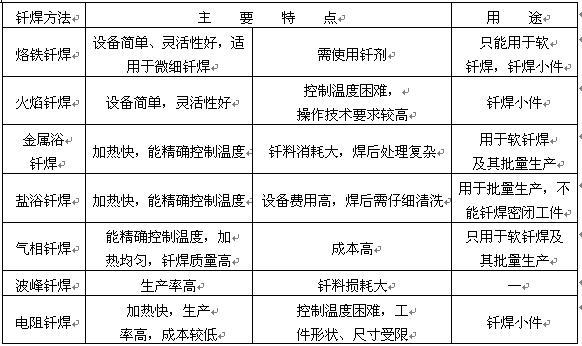
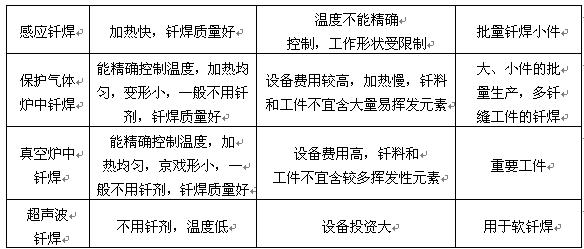
7�����ֺ��ӷ����ıȽ�
ǥ����������ܶ࣬����ѡ��ǥ�������������ǹ����IJ��Ϻͳߴ硢ǥ�Ϻ�ǥ���������������ɱ�������ǥ���������ص�ȡ���2�ۺ��˸���ǥ����������ȱ�㼰���÷�Χ��
��2 ���ֺ��ӷ�������ȱ�㼰���÷�Χ