˫����ƽ���϶�������ǥ��
ժ Ҫ����Ҫ������˫����ƽ���϶�����ȹ��������ǥ�������������ǥ�������Ľ�ͷ��оߡ����ǥ�����ղ��������ǥ���ӹ����̽����˽���ϸ��������
�ؼ��ʣ�˫����ƽ���϶���������ǥ�������Լоߣ����ǥ����װ�о�;6063���Ͻ����ǥ����6061���Ͻ����ǥ��;4041���Ͻ����ǥ����4047���Ͻ����ǥ����LF21���Ͻ����ǥ��,��նȣ����ǥ������ʱ�䣬���ǥ����ȴ�ٶȡ�
1 ����
�������Ͻ��ܶ�С����ʴ�����Ⱥ͵����Ժã��Ҿ���һ���ı�ǿ�ȣ����Ͻ����Ӧ�÷�Χ�����������豸��ɢ�����������ϵ���ȴ����ƽ���϶���ߣ����ͽṹ��ͼ��ʾ�������ϲ������Ͻ����ǥ���ṹ��
ƽ���϶���ߵı���������ǥ����κͱ�����һ��Ҫ���ݲ�ͬҪ���ѡ������������������¯ǥ�������¯ǥ�����գ��������ǥ���ʺ�����Ҫ��ߵĴ���ƽ�����������
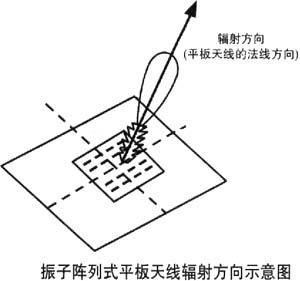
ƽ���϶������1mm ����0.01)��ķ���塢���塢�װ���ɵĹ��ڲ���������粨�����ӳ��Σ������߽ṹ���ӣ�Ŀǰ������Դ����ͨ�������ؼӹ����Σ�װ��������ԡ��������������������¯�����ǥ��¯�ȼ��ֺ��ӷ�ʽ�������庸�ӣ������칤���ϴ���һϵ�����⣬���������ߵ����ǥ����������Ϊ������ͨ������Ҫ�����ϸ�Ľ���ߴ硢��λ����Ҫ�����ǥ����Ҫ�к��ʵ���ǻԲ�ǣ�ͬʱ��������ǻ�γɽ����ѻ�����ʴ��ȱ�ݣ���������δ���ϵ�ǥ��ͽ�����������Σ��κμӹ������ʶ���Ӱ�����ߵĵ������ܣ��磺��λ��פ��������ƽ���϶���ߵ��ṹ�ص�����ǥ�����ӹ������˺ܴ���Ѷȡ���

2 �����ǥ��ԭ����
��������յı����¼��ȣ����Լ���ĸ�ĺ�ǥ�ϵ�������ʹĸ�ĺ�ǥ�ϱ��������Ĥ�ֽ⡢ȥ�����ƻ���ǥ���ۻ����ĸ���γ���ʪ����ëϸ��������죬��ȴ���γɽ�ͷ�����ǥ��һ�㲻��Ҫǥ����ǥ��������ϴǥ������������������ǥ��������ۣ��Ǹ�������ǥ�����շ������������������Ĥ��ȥ�������Ǹߵ���նȼ����˽������ȹ����е������������������·�Ӧ�����������Ĥ�ķֽ⣻������Ļӷ���H��CO������Ĥ�Ļ�ԭ���ã�C������Ĥ�Ļ�ԭ���ã��������������ڲ�����ɢ���ܽ⣻��������Ĥ�����ѵȡ����Ϸ�Ӧ���ۺ�����ʹ����Ĥȥ�����ƻ����ٽ�ǥ�϶�ĸ�ĵ���ʪ���������ȥĤ����������ѧ������������Ĥȥ����������ն��йأ�����Ҫһ�������ǥ���¶ȡ��ñ�ĸ���۵�͵Ľ���������Ϊǥ�ϣ���Һ̬ǥ����ʪĸ�ĺ���乤���ӿڼ�϶��ʹ����ĸ�����ɢ�ĺ��ӷ�����ǥ������С����ͷ�⻬���ۣ��ʺ�����պ��Ӿ��ܡ����Ӻ��ɲ�ͬ������ɵĹ�������ƽ���϶���ߵȡ�
2.1����������������¯��ǥ��
��������¯��ǥ�������¯��ǥ��������ǥ��ʱ��װ��ò�����ǥ�ϼ�ǥ���Ĺ��������¯�У����������ȵ�ǥ���¶Ⱥ�����ǥ��ȥ��ĸ�ı��������Ĥ��ʹǥ�������ͷ��϶��ȡ����ȴ����γ�ǥ����ͷ��
������������¯��ǥ���ļ������ڽϳ���Ϊ�˼��ٹ�����������ֹǥ��������ɥʧ���ԣ�Ӧ�������̹����ڸ�����ͣ��ʱ�䣬ǥ�������ļ���ʱ����ݹ����ͼоߵĴ�С����ͬ��һ��ͨ������ȷ��������������������¯��ǥ���豸���ɱ��ϵͣ����Ⱦ��ȣ�����С��������ȱ����ǥ��������ĸ�ı�¶�ڿ���(3ppm)�У�ǥ���ᷢ��һ����������������õ�������������:������С��3ppm ¶��-56�� ��������:0-300(500)ml/min ������Ч������á����������Ȼ���ǥ��ǥ����ǿ�������ԣ�ǥ����ͷ������ʴ��������ǥ��ʹ�õ�ǥ���������ʴǥ��������QF�ͣ�1��2��ǥ���Ƿ�����ǥ��������KF��ALF3��ɣ���KFΪ45.8%��ALF3Ϊ54.2%ʱ��ǥ���н�������KF��ALF3����ȫ���γ� K3AlF6-KAlF4������ͼ��֪�乲���¶�Ϊ562�档����ǥ�����������������²���ˮ����������Ӧ������ǥ���¶ȸ����л��ԣ����������������ʴ����ǥ��������ȥĤ����ǿ��ǥ�����ͷ��ʴ�Ժã�ǥ�������Ժã����������Ͻ����¯��ǥ����������ڳ�ʪ�Ŀ����м�������ǥ��ʱ��ǥ���ɷ�Ҫ�����仯��Ӱ��ȥĤ���������⣬��������������ǥ���������ϴ��ڼ���ʱ��ϳ�ʱ�������ԣ��е�ǥ�������������ǥ��������Ĺ�����������ң���ԭ���ϡ������¶ȡ�װ���϶����ǰ��ϴ����������£�ǥ���������������ǥ����������Ȳ�������Ҫԭ��,ǥ������ѡ��:
1.�¹���������ѧ����˾��������ά��������˾�ǵ¹������й����ܴ������ŵ�:13013744698��ȱ���Ǽ۸��,�ײ���ȱ��:���ԡ��������ȶ���
2.������ǥ��:�ŵ�۸����,ȱ��:13905275926��
3.��˼��ǥ��ȱ��:13013744698 ��
4.�¹�ǥ������������˾Schweiss- und Loetstoffe GmbH�ŵ�:13013744698 ȱ��:13013744698
ǥ����������������ϵ���߱���:13905275926
2.2���ǥ��
���ǥ��������ջ����¶��Ѿ�װ���ǥ�ϵĺ������м��ȣ��������������һϵ�ж�ǥ��������������ѧ��Ӧ��ʵ��ȥĤ����ʪ���γ�ǥ���Ĺ��շ�������Ҫ����Ҫ�������ߵIJ�Ʒ�����������ϵĺ��ӡ����ǥ������Խ��µ�ǥ��������������Ҫǥ����ǥ����ͷ�������ܣ��������õ���ѧ���ܺͿ���ʴ���ܣ��������ۣ�������ǥ���ں��պ�����������˹� ����Ӧ�ã����ǥ���Բ��Ϻͽṹ����Ӧ��ǿ���㷺�������Ͻ��ѺϽ𡢲���֡����ºϽ����۽������ṹ�֡�ͭ�Ͻ�Ƚṹ��ǥ������պ��ӹ��̲���Ҫǥ�����ܺ��������ѵȸ��Խ�����ͬʱ�ܱ�֤��þ��ܹ����Ľ�ͷ���˽�ͷ�߱������Ļ�е���ܺͿ���ʴ���ܡ� �������¯���ܼ۸�ȵIJ�����ߣ������ǥ��¯������Ʒ����Ʒ��ҵ�еõ�����Ӧ�ã������ǥ�������ԡǥ����ǥ��ǥ���������Ե��ŵ㣺
(1����������Ⱦ�����ǥ��������ǥ������������˲�Ʒ�Ŀ���ʴ�ԣ�����˸�����Ⱦ��������������ǥ������������кõİ�ȫ����������
(2�����ǥ����ʹ��ǥ��������ʡ�����۸�Ľ���ǥ���������ں����������ֲ���Ҫ���ӵĺ�����ϴ�������躸����ϴ����Լ���������������������������ɱ���
(3��������м��ȣ������ڲ�Ʒ���������⣬���ǥ��ǥ�ϵ�ʪ���Ժ����������ã����Ժ������Ӻ���Сͨ�������������ڲ���������ȣ���Ӧ��С����������С�����ǥ������˲�Ʒ�ij�Ʒ�ʣ���ü�̵����Ĺ����棻���Լӹ��ܴ�Ĺ�����
(4��������������ȣ�¯�ӵ��ڲ��ṹ���оߵ����������ɽ���¯�ӵ�ά���á��������Ⱦ��ȣ���3�棩���¾��ȣ���1�棩��������С��ǥ�����ȸߣ���ʵ���������ӹ��;���ǥ��������������������������ʵ��ǥ�����ȴ�����һ�廯����������ں���������ϴ�������ĸ߾����������Ƿdz���Ҫ�ģ�ͬʱ���ڷ硢�͡�ˮ��ɢ���������ǥ��Ҳ�Ƚ��ʺϡ�������ղ�������ȷ����Ʒ�����ȶ������¯������ҡ�������������ϵͳ���������ϵͳ��ɡ����������������ǥ��Ϊ���¯������ˮ��¯�ڣ����������ã�ǥ���Ĺ��������ߣ�������С��������Ʒ������ļӹ���
��5��. �������ǥ���IJ��Ϻܶ࣬�磺�������Ͻ�ͭ��ͭ�Ͻ𣬲���֡��Ͻ�֡���̼�֡��ѡ�����������Inconei���ȶ���������յ�¯��ǥ��������߸���ǥ����������;ȷ������IJ��ϣ������������Ͻ�Ӧ�õ���㷺��
3 ���ǥ�����չ��̪�
���ǥ������һ���辭�����¹��̣��������������װ���붨λ��ǥ�ϵ����ӡ����ǥ����ѭ����������顪ǥ�������ȡ����ǥ��ʱ����ƵĹ���Ҫ����������ǥ�ϵı������������������ʽ�ͼ�϶��ǥ�ϵ����ӷ��á������ٶȡ�ǥ���¶ȡ�����ʱ�䡢��նȵȡ�
�������������Ҫ���б����������б���ӦΪ�������ӡ���ɰ��ѧ��ϴ����������Ƥ�������۵Ľྻ���棬�ϵ��¶��µ�ǥ���Ա���Ľྻ��Ҫ����ߡ�����ʪ������ʱ���Կ��DZ����Ĥ��һ��Ϊ��������������ͭ�ȡ�
�����װ���붨λ�������Ӧ�ܱ�����ȷ��λ�ù�ϵ��ǥ����϶����ǥ����϶��ǥ���ۻ�����Ապϡ�װ��һ���������������Զ�λ��ϵ���㺸��λ����װ��λ�����P����������ʽ�����ǥ��ʱ�轫ǥ��Ԥ�����ӷ��ã����ݲ�ͬ������Բ��÷�״��Ƭ״��˿״�Ȳ�ͬ��ǥ����ʽ����״ǥ�ϵ����ӿɲ������з��������ĩǥ����������Ƴɸ�״������ע�������ӻ��ֹ����ӣ��ֹ�ֱ�����Ӻ��������̶����Ƴ���ǥ��(��ĩǥ�������������Ƴɴ�״)�ȡ�Ƭ״ǥ������ʱһ�����ǥ����϶�м䣬���ڴ����ǥ�죬ʹ��Ƭ״ǥ��ʱӦ�Թ���ʩ��һ����ѹ�����Ա�ǥ���ۻ���ǥ��ռ�ݵ�ǥ����϶���Ապϡ�Ƭ״ǥ�Ͽ��Բ������ܵ㺸���ж�λ��˿������Ԥ����ǥ������ʱ�����Է��ڽ���ǥ�촦��Ԥ�ȼӹ����ϲ��ڣ������ܿ������������ã�ʹǥ�������������¡�
�ں����������װ��̶���ǥ�����Ӻ�װ¯��ʼǥ����ѭ�����̡�������Ҫ�������¯�IJ���˳�����գ���նȴﵽԤ������ֵ��ʼ���ȣ��ڼ��ȵ�ȫ��������ջ���Ӧ���ֹ������Խ��ͷŵ���������ά��¯�ڱ�Ҫ����նȡ����ȱ��½�������Ӧ��������ջ���������ȴ��150��200�����Է�ֹ������������˽���ʱ�������ջ���¯��ͨ��������塣һ��������Ҫ���ǥ��������¯��ȴ������ȴ�ٶ�Ҫ��İ���Ӧ����ȴ���߽��У������Ĺ������Խ������������ȴ����������ϵ�����ϴ��ײ�����Ӧ���Ľṹ(���մɵ�ǥ����)��ƽ����Ҫ��ߵ�С��0.05mm���ͣ�Ӧ���û���ķ�����������Ҫ�����ǥ��������ɺ��Խ����Ž��к������ȴ�������ǥ�����ȴ�����ͬһ¯������ɣ�Ҳ��ǥ�����ȴ���һ�廯���ա�ǥ�����ȴ���һ�廯����һ����Ҫ���䣬ͨ������ͨ�˶��������������乤�ա�ǥ�����ȴ���һ�廯�����迼��ǥ�������¶���������ȴ����¶���һ�£�ʹ�õ��豸Ӧ��������Ŀ��书�ܡ�
3.1ƽ���϶����������ϡ�ǥ�ϼ�ʹ��
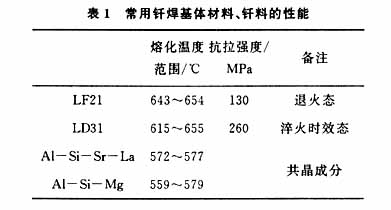
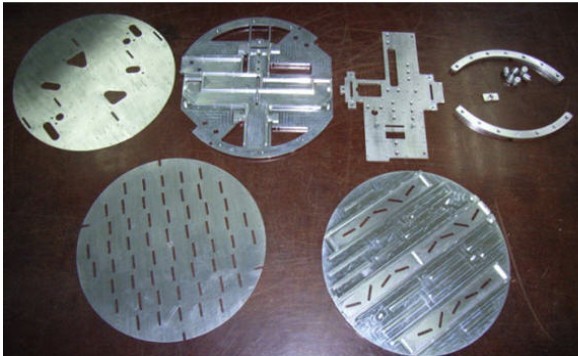
��1�Ǽ��ֳ���ǥ��������ϡ�ǥ�ϵ������ͻ�е���ܡ�����LF21��LD31���Ͻ���ϵĹ������¶ȱ��������Ͻ�ߣ��Ƚ��ʺ����Ͻ����ǥ����LF21���Ͻ������ڸ��ֽṹ������LD31���Ͻ���ȴ���ǿ������ӹ����ܡ�����ʴ���ܡ���ѧ�������ã����������ǥ�������ȴ���ǿ���Ľṹ������ƽ���϶���ߵȡ���ɢ���������ӹ������з���10mm���ҵ����Ͻ�ԭ������һ���ı��Σ���Ӱ��װ����̺�ǥ��������Ҳ�������ϳ�ӹ�������Уƽ���ѽ����һ���⣬ͨ�����������Уƽ���պܺõؽ���˴����⡣
ǥ����ǥ�������еĹؼ����Ӳ��ϣ�Al-Si��Al-Si-Sr-La����ǥ���ʺ�������������������¯��ǥ��ǥ����Ŀǰʹ�õ�Ϊ0.05-0.09mm��ǥ�ϣ�Ϊ��ʹǥ������ǥ���γ�����ĺ��죬Ҫ��ǥ�ϱ���ֱ����Уֱ���������Dz����˻��պ���ֱ������ǥ�Ͽ������ĺ�ֱ��������ǥ����������ߡ�Al-Si-Mgǥ�ϼ�����ǥ�ϰ����������ǥ������ǥ���м���һ������Mg��������߾ֲ�ȥĤЧ������
3.2ǥ���ͻ��
���Ͻ��������Ĥ�����ȶ����۵�ߣ�����ͨǥ���¶��²��ֽ⣬�ڿ���¯�����屣��¯ǥ������ʹ��ǥ����QF�ͷ�����ǥ���н�ǿ��ȥ����Ĥ�������������Ŀǰ�в������������Ϊ��Ҫ�Ƿ���������ܽ�������Ĥ���ҳ����²���ˮ��Ӧ�������õľ��Ǵ�ˮ�Ľ�״ǥ�����������ǥ��������������Ĥ�������Ҳ���ѷֽ⣬�����ںܳ���һ��ʱ����û��ȡ�ý�չ��ֱ�����������ν����������������ǥ���ű�ʵ�֡����������Mg�������ǥ����õĻ����ͨ������þ���Ի�����õ�ǥ�����ܺ�������ǥ����ͷ����
3.3�����ṹ�ص�ķ����ͼӹ����̪�

3.3.1�����ṹ�ص�ķ���
���ڸ���������Ҫ��ͬ���ӹ�����Ҳ��һ����������ǥ����ͷ���ʮ�ֱ�Ҫ��ͨ����ɢ����������ƽ���϶���߸����ص�ķ����������ͼ�Ľṹ��ʽ��
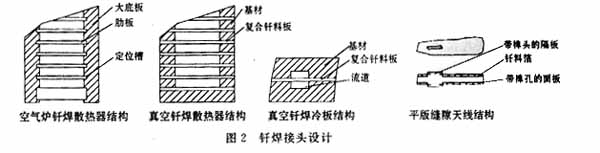
��������¯ǥ����ʽһ��ƽ���϶��������ϳ��λ�۽ṹ���ýṹ��λ�ɿ���ǥ����ǥ������λ�ú���������Ϊ������ϣ��������ƣ����������д������á�
���ǥ��ƽ���϶�������ø���ǥ�ϰ���ڻ����еļв�ṹ���ýṹ���������˸���ǥ�ϰ����õ�ǥ�����ܣ�ֻҪ���ƺù��գ�ǥ�������ױ�֤����������ṹ��ƽ���϶����Ҫ���ǥ�����ʺ�ǿ�ȣ��¶ȹ��ߣ�ǥ���������أ��¶ȹ��ͣ�ǿ�Ȳ��ױ��������ǥ��ƽ���϶���߲���Ťʽ�ͷ���м��ǥ�ϲ��Ľṹ���ý�ͷ���Ŀǰ���õ���í�ͷ�ṹ������í��Ӧ�����ӹ�Ҳ�ȽϷ��㡣��
3.3.2�������ļӹ�����
��������¯ǥ��ƽ���϶�����Ĺ���Ϊ��1����Уƽ��2����ǰ��ϴ�����ϳ���Σ�3��װ�䡢��ǥ��ǥ�ϣ�����Ҫ��ɣ���4��ǥ����5����ϴ��6�����ӹ����Ρ�
���ǥ��ƽ���϶�����Ĺ���1��������Σ� 2����ǰ��ϴ��ǥ���� 3�����ӹ����Ρ�ƽ���϶���ߵĹ���Ϊ��1�������������Ρ����������ϳ�����и���Σ�2����ǰ������ǥ�ϱ��洦�����������и���Ĵ�����3��װ��ǥ�����Σ������о���ƣ�4��У�Σ�5�������ܲ��ԡ�
3.4����
���Ͻ�ǥ��һ��Ҫ���ȵ�600�����ң�����������У������ױ��Σ��ߴ羫�Ȳ��ױ�֤��ͬʱΪ�˱�֤ǥ����϶ͨ��Ҫ���üоߣ����Ͻ�ǥ���о߲���һ����ò���֣�������Ҫ��ʱҲ����ѡ������������Ϊ�о߲��ϡ����ò���ּо߲���ʱ�����ڲ���ֺ����Ͻ��������ϵ����ͬ��LF21��������ϵ��Ϊ25��10-6/�棬1Cr18Ni9Ti��������ϵ��Ϊ18��10-6/�棬������25����ȵ�600��ʱ���������Ƴߴ�Ϊ100mm��ɢ������ʱ�����Ͻ��벻��ֵ�������ϵ��ԼΪ̼�ظֺ͵ͺϽ�ֵ���������������Ϊ0.4mm,�������Ƴߴ�Ϊ600mm����ƽ���϶���ߣ�ʱ����������Ϊ2.4mm����ǥ���¶�ʱ���ڲ���ֵĸ���Զ�������Ͻ��������Ͻ��������ر��Ρ����⣬�����ڼ��Ⱥ���ȴ�����������ٶȲ�����Ҳ��������Ρ��о����ʱ���ݹ�����ͬҪ���ڿ��Ƕ�λ��Ҫ��ͬʱ�����뿼���������ء�
ƽ���϶������Ҫ�Լӹ������ƽ��ȡ������װ崹ֱ�ȡ������϶��Ҫ������Ҫ��ʮ���ϸ���ǿ�Ʊ��μо߿�������ʹ��Ҫ����ͼΪǿ�Ʊ��μоߵ�ʹ��״̬������������ϳߴ�������ڼо����ڣ���ǥ�������У��������ı�����Ϊʼ���ܼоߵ����ƣ�����оߵı��ζ����Σ������ں�������ϳߴ缴Ϊ�о߳ߴ硣���ڼоߵĸ���Զ�������Ͻ������ϳߴ�������Ա�֤������Ϊ�˽���������ȴ�ٶȣ����һ����ȴ�֣��ڹ�����¯���������ϣ�ʹ������������Ƚ������٣��ﵽʹ����������ȴ�����ٱ��ε�Ŀ�ġ���Ʒ��¯�¶ȿ�����80�����¡���
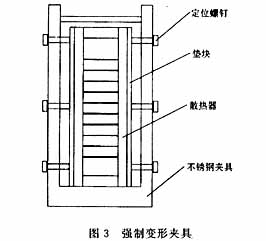
����ƽ���϶�������������������ϳߴ�Ҫ����Ҷ����γߴ羫��Ҫ��ߵ����������ǿ�Ʊ��μо߾Ͳ�������Ҫ�������Ƴ��ȷ���ߴ�Ϊ600mm�����ߣ�ʱ����������Ϊ2.4mm����������ı������ʹ�2.4mm������ȷ���ߴ�Ϊ10mmʱ�����ܵı�����Ϊ0.04mm������ڱں�Ϊ1mm���ߴ繫��Ϊ0.01mm�IJ�����˵�����ֱ����Dz������ģ����뿼�DZ�Ľṹ��ʽ�ļоߣ���������������Լоߣ���������Լоߵ������˲��Ƿ�ë��ǡ�ͨ���ǻ��Ų����������������ң�13905275926������
3.5���ǥ���豸
���ǥ��¯�ӻ����ṹ�Ϸ�Ϊ������¯���ȱ����¯���ȱ����¯�ṹ�����������飬��ҵ�ϲ��õĴ־�Ϊ������¯��
������¯���սṹ�����ܵ��ֿ��Է�Ϊ�������ࡣ���ṹ������ʽ��Ϊ��ʽ����ʽ���������������Ϊ���ҡ�˫�Һ����ң�������Ԫ���������ͷ�Ϊ����������¯��ʯī������¯�ȣ�����ȴ��ʽ��Ϊ���书��¯���������¯���ʹ����¯�ȡ����⣬���¯������ʹ�ù��ܡ���ȴ�ṹ��ʽ����նȸߵ͡��¶ȸߵ͵ȷ��࣬������ǥ��¯����ѭ���������¯���������ǥ��¯�ȡ�ͼ�����˼��ֵ��ͽṹ�����ǥ��¯��ʾ
��ͼ��
������ǥ��¯�����¯�塢���ϵͳ������ϵͳ�����ȵ�Դ��ˮ��ϵͳ������ϵͳ����ɡ�ͼΪ�����������ǥ��¯�Ļ����ṹ��



�����ǥ��¯�²��ϵͳ��Ҫ��EP23�˹����ܹ�ҵ��������С���¶ȼ�¼�ǡ��ɿع�ģ�顢�����ܰ�ť���DZ�����ɡ����趨ֵ����Al�˹����ܹ�ҵ���������¶Ⱥ�ʱ�䣩���ɵ��������ƿɿع�ģ�飬ͨ������һ���̶���ʱ���ڿɿع�ͨ�ϱ�����ʵ��������ʴ�С�仯���Ӷ��ﵽ�������ڼ���¯���ʵ�Ŀ�ġ�С��Բͼ�¶ȼ�¼��ͨ���ȵ�ż��ת�����ɷֱ��¼¯���¶Ⱥ�ǥ�������¶ȣ�ģ�⣩��ʱ������ߣ�������ǥ�����յķ����Ͳ����ĵ������ÿ���ϵͳ���в��¾��ȸߣ��������ܺã�����������ŵ㡣���ڲ���10�������µĵ���¯���ܸ��ã����ǥ����ƽ���϶�����������ߡ�
��2�������ǥ��¯������ǥ��¯���ö��������£�¯�¾�����Ϊ��3�棬������նȡ�1.3��10-3Pa���������ڸ��ϰ壨��������˫�渴��ǥ�ϣ��ṹ������ǥ��������Ʒ����Ʒ�����еõ��㷺Ӧ�ã���շ��豸�еĻ������������͵����豸��ɢ�����ȣ�����������ṹ��������ƽ���϶���ߣ������ǥ����Ҫ������������ǥ�����ա���
3.6���ǥ���淶��
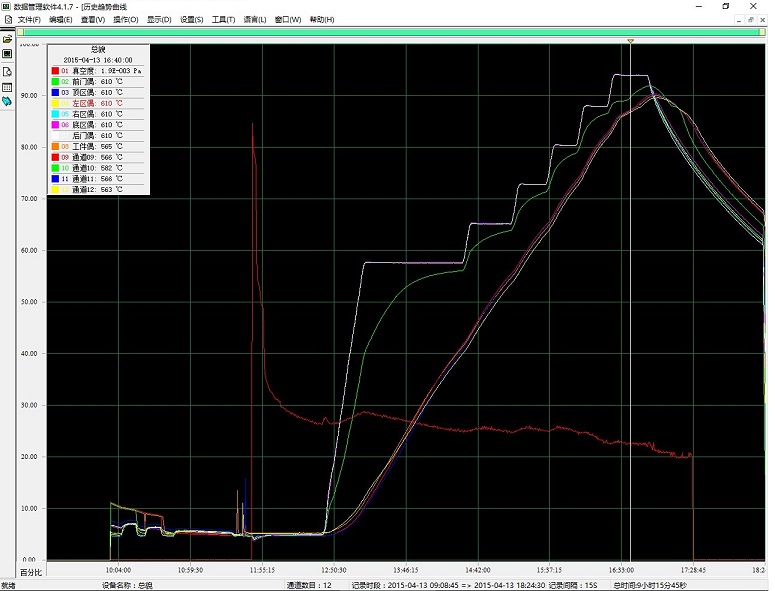
3.6.1���¯���ȹ淶����ϴ���յ�ȷ��
���ڸù�����Ƚϱ�������ϴ���Ӳ�������ױ��Σ���Ҫ��ǰ�Ѱ�¯���¶�Ԥ�õ�650�棬Ȼ��Ѱ��ú�www.brazing.com.cn���նþ�������ѹ�������¯�Ž��м��ȣ��������¶�������600�漴�ɳ�¯��ȴ��ǥ����Ĺ�����2%���ҵ��������Һ��ϴ�����Եõ��������ϴЧ������
3.6.2���ǥ���淶
�ϸ������ǥ����ҵָ������в�����
Ϊ��֤ƽ���϶������ǥ��������Ҫ�ϸ�����㲿����ǥ�Ϻ�ǰ���洦����������Ҫ�Ļ�е����ѧ�����������̺�ǰװ��ʱ�䣨ƽ���϶������ϴ������Ժ������4Сʱ���ڣ���Ʒ����¶ȿ�����80�����£����ʱ��35���ӣ������ǥ�������У���նȿ�����1.3��10-3Pa���ң�ǥ���¶�Ϊ605��-608�棬������þ��ǥ��ʱǥ�ϵ���ʪ�ͽ�ͷ�γ���һ���ٹ��̣�����ʱ��Լ��Ҫ60-120���ӣ���˱���ʱ����Ҫ������������ȵ�ǥ���¶������ʱ�估����Ĥ����ɢ����ʱ��������������ʱ��������������γ���ʴ�����Ͼ����ȴִ�����٣�����ǿ�Ȼ��½������ߵ�ƽ���Ȼ���Ӱ��������ʱ��̫���������ǥ���ۻ�δ��ȫ��������ȷ�ĺ����Ժ�ƽ���϶�������ӱ��ν�С�����Ӻ��ʵ���ĥ�����ȴ������в���ʵ�֣������������գ������������澫�Ȧң�����0.03������ʵ��������ھ�Ϊ�����������գ����������Ķ��ƽ��϶���������ߵľ������ǥ�������澫�ȴ�ң�����0.02��������������ж�κ���Ҫ��AA4004/AA4104����þ��Ƭ�����ǥ�����������о������õ���һ�ֱ�Ҫ��ԭ���ϡ���Ƭ���������ڲ�Ʒ����ѹ�Լ��;��Զ������бȽϴ��Ӱ�죻 ��һ���棬��Ȼ�й����ڶ�IJ������ǥ�����յ��������ң�����������ij���ÿ���AA4004/AA4104ǥ��Ƭ����ʹ����������������������ֱ�Ӷ���ǥ�ϣ���˵��º�Ƭ�ɹ����ѣ����߲ɹ��۸�Ӹ߲��£� Ϊ�˽����һ���⣬���Ϳͻ��������ɱ������Ǻͺ�Ƭ�������������Ƴ����ƻ��ĺ�Ƭ���ϣ����ݿͻ��������ȣ�������þ�������������ṩ����Ҫ�������Ƭ��
��Ƭ���ʣ�AA4104��AA4004������Ҳ��AA4047��Ƭ��
״ ̬��H16��H18
��ȹ��0.10 mm
���ȹ��150��200�� 250�� ����Ƭ������ҵ��ϵ�绰��13905275926
4�����������۪�
4.1��ۼ���
��ۼ��鷽���������,Ӧ�ù㷺,������ƽ���϶���ߵ���Ʒ����,��ʱ��ʹ���ں��ӹ�����.��ۼ���һ��ͨ������,����������,����ͷŴȹ��������м���,��Ҫ�Ƿ��ֺ�������ȱ�ݺͳߴ��ϵ�ƫ��.����������¯��ƽ���϶���ߵ��Ĺ�����Ҳ���ֲ��ֹ�����������ʴ��ǥ�����Ƿ�úͱ��ε�ȱ�ݣ������������Ϊ������ʴ����Ҫԭ��Ϊ����ʱ�������ǥ�����Ƿ�õ�ԭ����ǥ���������ȶ�����������ԭ��Ϊ�о���Ʋ����ƣ���Բ��������ԭ���ȡ��Ӧ��ʩ��ǥ����ƽ���϶������ǥ�쾭Ŀ����飬Բ���γ����ã�ǥ���ۻ���ȫ������ʴ����ǥ���������ƽ��ȡ�0.03mm��ƽ���϶����20���������еIJ�����Բ�ǡ�0.3mm�������ڱ���⻬��ǥ����νϺã�������ƽ��ȡ�0.15mm�������ﵽ���Ҫ���������粿������Ƿȱ����Ҫ�����Dz��ֳߴ���ƫ��Ͳ���ǥ���ϲ��ã���СH-T��ɵĹ�������ǥ�������д���ߡ���
4.2ǥ����ͷ��е���ܺͽ�����֯
ǥ����ͷ������GB2651-89��GB2653-89����������������飬ǥ����ͷ�Ŀ���ǿ��Ϊ100MPa�������Ϊ145�㣬�����������Ѳ�λ����ĸ�ģ�����ǥ���ǿ�ȱ�ĸ�ĸߣ������������ǥ����ͷ���ԽϺá�����ǥ��Ľ�����֯������֯Ϊ���͵Ħ���Al��Si������֯����
4.3����ʪ������
�������Ҫ������¯��ǥ����ɢ������ϴ��GJB367.2-87���н���ʪ�����飬����Ϊ48Сʱ��ǥ����汣�ֽ���������ʴ����������
4.4��������Լ�骤
(1)ú�������������Լ����õķ�����Ҳ��ͨ��������cɨ���������Բ�Ʒ���������Լ�飬�����飬�����顣
(2)��ˮ����
������������ʱ,��������ȫ����һ���ֳ�ˮ,�۲캸������Ƿ���ˮ����.
(3)ˮ������
�����������ʱ,�ں����һ���ø�ѹˮ������,���ڵĺ�����һ��۲��Ƿ�©ˮ.
(4)��ˮ����
����ʱ,�Ƚ���������ˮ��,Ȼ����ѹ������,Ϊ�����ڷ��ֺ����ȱ��,����ĺ���Ӧ��ˮ����Լ20��40mm���.���������ȱ��ʱ,��ȱ�ݵĵط������ݳ���.
(5)��������
���ַ�������ѹ���������ź����һ���ʹ�,������һ��Ϳ�Ϸ���ˮ,��ȱ�ݴ���ʱ,�����������.
(6)��������
����ʱ,�������ĺ��������5%���ṯˮ��Һ������ֽ������,�������ڼ��뺬1%���(��ѹ�µĺ���)�����Ļ������,��ѹ�������ѹ��ʱ,��������в����ܵĵط�,������������,�����õ��������ṯ��ֽ��,ʹ�ô��γɺ�ɫ��ͼ��.������Щͼ��Ϳ���ȷ�������ȱ�ݲ�λ.
(7) ������©������
����������ú�����©�ǣ�ͨ�����������交���ú�����Χ���������������Ƿ�©����©���ij̶�.
4.4.1ˮѹ����
��ˮͨ���ֶ���ѹ�������ѹ��������ڣ�����ѹ��Ϊ0.8MPa����δ��й¶��ˮѹ��������������������������������������0.4MPaѹ������ȴҺ��ʹ�ù����в�©ˮ��Ҫ��
4.4.2������
Ϊ���ǥ���ڲ��������ԣ���ƽ���϶���������и�ķ������м��ʿ�����ʴ��۲�ǥ�죬ƽ���϶����ǥ�������Ͽ��Կ����в�����ȱ�ݴ��ڣ���������Щȱ������Թ����ģ�ֻҪ���γɴ��ڵ����ͨ��ͨ�������ǰ�ȫ�ģ���һ��Ҳ���Դ�ˮѹ������岻©ˮ�еõ�֤ʵ�������ǥ��ƽ���϶�����ڲ�ʮ�����ܣ����κ�ȱ�ݴ��ڣ�������Ϊ���ǥ������Ҫǥ����ǥ���������ֲ��ø��ϰ壬������ǥ����������ǥ�����ϡ���
4.5���ߵ����ܲ���
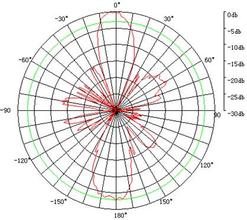
���ǥ����ƽ���϶���ߣ�1/16�������߾����Խ���Զ������ͼ���ú�פ����С��1.1��ȫ������פ����С��1.2������Ϊ34dB������ͼ���ã��ﵽ�����Ҫ��

5��϶ʽƽ�����ߵļ���ָ��
�뷴��ʽ����������һ��,��϶ʽƽ�����ߵļ���ָ�ꡣ
1�����õ�Ƶ�ʷ�Χ��Ҳ�����������߿��Խ��յ��źŵ�Ƶ�ʷ�Χ,������:һ�������õ������Ƶͷ�ı���Ƶ��Ϊ10.75GHz��,���ý��յ��ź�Ƶ�ʷ�Χ��11.7~12.75GHz,����Ϊ1.05GHz������һ��������Ϊ˫�����Ƶͷ�ı���Ƶ��Ϊ9.75GHz��10.6GHz��,���ý��յ��ź�Ƶ�ʷ�Χ��10.75~12.75GHz,�����ﵽ2.05GHz�� ��Ȼ���������ߵĴ�����ǰ�߿�һ��,�ʺϽ��յ�Ƶ�����ö�,�ܶ�10��11GHz���ź��ܽ��ա�����,�������ں��ߵ�Ƶ�����ĺܿ�,������ķ�Ƶ���Ծ���������,���Ĵ��ڲ�ƽ̹���п��ܴ���ǰ��,�������ЩƵ�㲻һ�����á�
2�����ߵ����档����ʵ��,���С��϶ƽ�����ߵ���������������˿�ʵ���迹������20.7�������������-32dB�������ڽ��漫����ƽ����-28dB ,����խ�߷�϶������Ľ��漫����ƽ����-36dB,ƽ��������34dBi��
3��פ���ȡ���Ҷ�פ���ȿ��ܱȽ�����,���������ǵ��ź��ڴ������Ƿ�ȫ�����䵽���յ��һ��ָ�ꡣ����֪��,�粨�ڴ�����,ϣ��������粨ȫ�����䵽����ڡ���ʵ����,�����д������������赲,���赲�ͻ��з���,��Ϊ������,�κεط��迹��ƥ����䵼��ĴֲںͲ��⻬,������ɵ粨�ķ��䡣���פ�����Ƿ�ӳ�粨���������һ����������פ�����ñ���,PΪ����ϵ��=,����E-Ϊ���䲨�糡ֵ,E+Ϊ���䲨�糡ֵ��
�����䲨E-ԽС,��ζ�ŷ���ϵ��PԽС,פ���ȱ�������1����Ϊ���ǿ��Կ���,פ����ԽСԽ��,�������ʾû�з���,��ʾ���յ��źŸ���Ĵ��䵽�նˡ���Ȼפ����ԽС,Խ������1Խ��,���������1,��˵��������ߺ�,�ܽ����������յ����ź�ȫ����ӽ�ȫ�����䵽��һ����ȥ������϶ʽƽ�����ߵ�פ����Ϊ1.2��
4�����������ߵ�������һ���ܸ��ӵ�����,ͨ������Դ����������ֻ�������߹��е���������������������(��������),�������������������������ߵ������С�ɺ��Բ��ơ���������Ŀǰ��ƽ�������ֶ�Ϊ����+��Ƶͷ������һ�廯ƽ������,���Ը�Ƶͷ�������ڴ�ʱ�ͳ�Ϊһ�廯���ߵ������ˡ�Ŀǰ���ƽ�����ߵ�������0.7~0.8dB��
5�������ԡ�Ϊ���������ʹ�õ���Ч��,�����Ĺ��ʼ��з��䵽���õĵط�,ͨ�����߶�����н�ǿ�ķ����ԡ�һ�������ߵķ�����ϵ���ͷ�����ͼ���������ߵķ����ԡ�������ϵ��D��3.2n,nΪ��϶�������ߵķ�����ͼ������:һ��ֱ������ϵ�ķ�����ͼ,һ��Բ����ϵ������ͼ����ͼ,������ͼ�����Ϸ�ӳ�����С�ͷ�϶ʽƽ�����ߵķ��䷽�����ԡ��������ǿ���,���н�ǿ�ķ��䷽���ԡ�
������
���¯ǥ��ƽ���϶����������ǥ���������ã����չ����ȶ����豸Ͷ���٣����������ǥ��¯С�ߴ�ļ������ߴ�600*600*1200mm�����Ͻ����ǥ��¯����80������ң����300������ң�������տ��Ե�6.0*10-4pa���������6.0*10-5pa��������©��30��������ϴ������ɻ�60���ۺϳɱ�С�����øù���������ƽ���϶�����������ף��ܽ�������������¯ǥ������û�����ǥ��¯�á����ú��������ǥ�����տ��Լӹ����������Ҫ���ƽ���϶���ߣ������ǥ����ƽ���϶�����������������������¯ǥ��������������ߣ����ڳߴ������Ҫ��ߵĹ����������ǥ�������Ǻ��ʵġ�
�������ǥ��������
��ַ:����ʡ������ά��·349��
�������룺225000
��ϵ�ˣ� �̶���
SKYPE:jsyzcdj
��ϵ�ֻ���13905275926
QQ��649200691
E-mail: vacuum.brazing@gmail.com
�� ַ��http://www.brazing.com.cn


