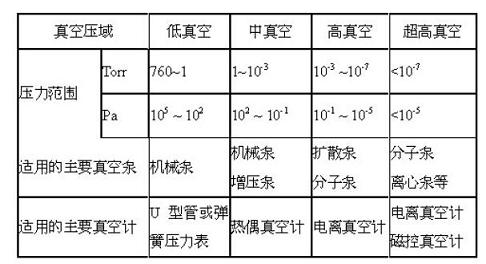
ИќЖрУЭСЯЃЁЛЖгЩЈУшЯТЗНЖўЮЌТы
ЙизЂецПеЧЅКИЮЂаХЙЋжкКХ

ецПеЛљДЁжЊЪЖ
вЛЁЂецПеЕФИХФю
ецПегІРэНтЮЊЦјЬхНЯЯЁБЁЕФПеМфЃЌОпЬхЕиНВЃКдкжИЖЈЕФПеМфФкЃЌЕЭгквЛИіДѓЦјбЙСІЕФЦјЬхзДЬЌЭГГЦЮЊецПеЁЃ
ецПезДЬЌЯТЃЌЦјЬхЯЁБЁГЬЖШГЦЮЊецПеЖШЃЌЭЈГЃгУбЙСІжЕРДБэЪОецПеЖШЕФИпЕЭЁЃ
ЖўЁЂецПеЖШЕФВтСП
ВтСПЕЭгкДѓЦјбЙЕФЦјЬхбЙЧПЕФЙЄОпГЦЮЊецПеМЦЁЃецПеМЦПЩвджБНгВтСПЦјЬхЕФбЙЧПЃЌвВПЩвдЭЈЙ§гыбЙЧПгаЙиЕФЮяРэСПРДМфНгВтСПбЙЧПЃЌЧАепГЦЮЊОјЖдецПеМЦЃЌКѓепГЦЮЊЯрЖдецПеМЦЁЃ
ГЃгУбЙЧПЕЅЮЛЛЛЫуБэ
Ш§ЁЂецПебЙгђЕФЛЎЗж
ЫФЁЂецПеЬиад
* ЗРжЙбѕЛЏ
* ЭбЦјзїгУ
* дЊЫиеєЗЂзїгУ
* ецПеЖЦФЄЭбжЌзїгУ
Юх ЁЂецПегІгУ
ЂйЩњЛюЗНУцЃК
ИїжжецПеАќзАЁЂецПеБЃЯЪЕШЁЃ
ЂкЙЄвЕЩњВњЗНУцЃК
.. ецПеШШДІРэ 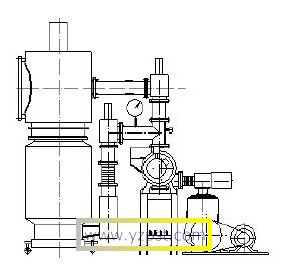
.. ецПеЧхЯД
.. ецПеИЩдя
.. ецПеКИНг
СљЁЂГщецПеЯЕЭГЕФзщГЩ
ИљОнЩшБИМЋЯоецПеЖШЕФвЊЧѓКЭХХЦјСПЕФЖрЩйШЗЖЈГщецПеЯЕЭГЕФзщГЩЃЌШчЩЯЭМЪОЃК
ИпецПе 5ЁС10 -2PaвдЩЯжС 10 -5Pa ЁОГЃгУЕФецПеЖШЁП
жїБУбЁгУгЭРЉЩЂБУЃЌЧАМЖБУЮЊЛњаЕБУ
дібЙБУЁЊЁЊТоДФБУИљОнгІгУЪЕМЪЧщПібЁЖЈ
бЁгУддђЮЊЃКЧАМЖБУ/ТоДФБУ==ЃЈ1/5~1/10ЃЉ
ЦпЁЂецПеШШДІРэжжРр
ецПеЭЫЛ№ЃКЯћГ§НЕЕЭзщжЏЕФВЛОљдШадЃЌШЅГ§ФкгІСІИФЩЦЦфПЩЫмадЁЃ
ецПеЛиЛ№ЃКЯћГ§ЛњМгЙЄЙ§ГЬжаЕФФкгІСІЁЃ
ецПеДуЛ№ЃКЃЈЦјДуЁЂгЭДуЃЉдкМгШШКѓПьЫйРфШДЪЙЦфВФСЯгВЛЏЃЌ
ецПеЩјЬМЃКдкецПеМгШШжаЃЌдкИКбЙЩјЬМЦјЗежаНјааЩјЬМЁЃ
ецПеРызгЩјЬМЃКЖдН№ЪєБэУцНјаагВЛЏЕФвЛжжаТЕФецПеЛЏбЇШШДІРэЁЃ
ецПеЛЏбЇШШДІРэЃКецПеЬМЕЊЙВЩјЃЌецПеЩјХ№ЕШЙЄвеЃЈе§дкЭъЩЦЛЏЃЉЁЃ
ецПеЛдЙтРызгЕЊЛЏЃКвЛАуЮЊРызгЕЊЛЏдкИпбЙжБСїЕчГЁЯТНјааЁЃ
ецПеЩјН№ЪєЃКЭЈЙ§ИпбЙдкецПежаЩјН№ЪєЁЃ
АЫЁЂецПеКИНгЕФгІгУ
ЂйЁЂгІгУЗЖЮЇЃК
ЙњЗРЯЕЭГЃКРзДяЬьЯпЁЂЮЂВЈДЋЫЭЯЕЭГЁЂМгЙЬЛњЯфЛњЙёЁЃ
УёгУЃКТСЩЂШШЦїЁЂУёгУТСжЦЦЗЁЃ
ЂкЁЂецПеЧЅКИЕФгХдНадЃЈЯШНјадЃЉ
КИЗьЙтЛЌСЌНгадКУ
КИНгЧПЖШИп
КИНгжиИДадКУЃЈВњЦЗвЛжТадКУЃЉ
КИНгМўБфадаЁ
ЃВЁЂЧЅКИММЪѕ
вЛЁЂЙЄзїдРэ
ЧЅКИЪЧСНжжЯрЭЌЛђВЛЭЌЕФВФСЯДяЕНСЌНгЪБЃЌВЩгУБШФИВФШлЕуЕЭЕФВФСЯГфЕБЧЅСЯЁЃЕББЛСЌНгЕФСуМўКЭЧЅСЯМгШШЕНЧЅСЯШлЛЏЪБЃЌРћгУвКЬЌЧЅСЯдкФИВФБэУцМфЯЖжаЪЊШѓЁЂУЋЯИСїЖЏВЂгыФИВФЯрЛЅШмНтЁЂРЉЩЂДгЖјДяЕНБЛСЌНгСуМўМфЕФСЌНгЁЃ ЖјецПеЧЅКИЪЧжИећИіЧЅКИЙ§ГЬЪЧдкецПеЩшБИжаНјааЕФЁЃЦфЛљБОЙЄвеЙ§ГЬШчЯТЃК
НЋБЛСЌНгМўЧхЯДИЩОЛЃЌЗХжУгкецПеЩшБИжаЃЌЙиКУТЏУХНјааГщецПеЁЃЕБецПеЖШДяЕНКИНгЫљашецПеЖШЪБЃЈвЛАугІдк3ЁЋ5ЁС10 -3 PaЪБЃЉНјааЩ§ЮТЁЃЮТЖШДяЕНЧЅКИЮТЖШЪБГфЦјРфШДЁЃЭъГЩдкецПеТЏФкЕФЧЅКИЙ§ГЬЁЃ
ЖўЁЂецПеЧЅКИЕФЬиЕу
ецПеЧЅКИгыДЋЭГЕФЧЅКИЙЄвеЯрБШНЯгавдЯТЬиЕуЃК
1ЃЎецПеЧЅКИЬиБ№ЪЪгУгкСНжжВЛЭЌФИВФЧЅКИУцЛ§НЯДѓЃЌКИЗьГЄЕФКИНгЙЄвеЁЃ
ЦфКИНгжЪСПКУЃЌЖјЧвОМУЁЃ
2ЃЎецПеЧЅКИПЫЗўСЫДЋЭГКИНгЗНЗЈКИНгКѓашвЊЧхГ§БэУцВаСєдгжЪЕФЙЄађЃЌБЃжЄСЫБэУцжЪСПЁЃ
3ЃЎецПеЧЅКИПЫЗўСЫЦјЬхБЃЛЄКИжаФбвдОЛЛЏБЛКИМўБэУцВаСєдгжЪЕФШБЯнЃЌДѓДѓЬсИпСЫКИНгжЪСПКЭадФмЁЃ
4ЃЎецПеЧЅКИМѕЩйСЫДЋЭГЧЅКИЙ§ГЬжаашвЊИЈжњЩшБИЃЈБЃЛЄЦјЬхЕФЙЉИјМьВтЕШЃЉДѓДѓНкдМСЫФмдДЃЌНЕЕЭСЫГЩБОЁЃ
5ЃЎецПеЧЅКИФмОЋШЗПижЦКИНгЮТЖШЁЂецПеЖШЃЌТЏФкЮТЖШОљдШадКУЃЌвђЖјКИНгжЪСПКУЁЃ
6ЃЎецПеЧЅКИЖдЛЗОГЮоЮлШОЃЌИФЩЦСЫЙЄзїЬѕМўЁЃ
7ЃЎжЧФмЛЏПижЦЕФВЩгУЃЌЪЙЧЅКИЙЄвеИќМгЭъЩЦЃЌЩшБИадФмИќМгПЩППЃЌЪЙгУИќМгЗНБуЁЃ
Ш§ЁЂецПеЧЅКИЩшБИ
|
ИпЮТецПеЧЅКИТЏЕФжївЊММЪѕЪ§Он |
|
аЭКХ |
ОљЮТЧјГпДч |
зюИпЮТЖШ(Ёц) |
МЋЯобЙСІ(pa) |
бЙЩ§ТЪ(pa/h) |
ОљЮТад(Ёц) |
|
RVSB-459 |
450ЁС450ЁС900 |
1300 |
8.5ЁС10-4 |
0.5 |
ЁР3 |
|
RVSB-559 |
500ЁС500ЁС900 |
1300 |
8.5ЁС10-4 |
0.5 |
ЁР3 |
|
RVSB-669 |
600ЁС600ЁС900 |
1300 |
8.5ЁС10-4 |
0.5 |
ЁР3 |
|
RVSB-6612 |
600ЁС600ЁС1100 |
1300 |
8.5ЁС10-4 |
0.5 |
ЁР3 |
|
RVSB-7712 |
700ЁС700ЁС1200 |
1300 |
8.5ЁС10-4 |
0.5 |
ЁР5 |
|
RVSB-8716 |
800ЁС700ЁС1600 |
1300 |
8.5ЁС10-4 |
0.5 |
ЁР5 |
ИУЩшБИжївЊгІгУгкЭЁЂФјЁЂН№ЁЂВЛатИжЁЂИпЮТКЯН№ЁЂгШЦфЪЧКЌТСЁЂюбСПНЯИпЕФФЭШШКЯН№ЕФЧЅКИЁЃЛЙЪЪКЯюбЁЂяЏЁЂюъЁЂютЕШЭЌжжФбШлКЯН№ЛђвьжжН№ЪєЕФКИНгЁЃКИНгЙ§ГЬжаЃЌСуМўДІгкецПеЦјЗеЯТЃЌОпгаВЛбѕЛЏЁЂЮоЮлШОЁЂБфаЮаЁЕФгХЕуЃЌвдМАВЛгУКИМСЃЌВЛВњЩњЦјПзЁЂМадќЃЌВЛИЏЪДЙЄМўЃЌПЩЪЕЯжЖрЕРЧЅЗьЁЂЖрИізщМўЭЌКИНгЕФИпаЇЙЄвеЪжЖЮЁЃ
бажЦВЂЩњВњгаСЂЪНЁЂЮдЪНЁЂЩЯПЊУХКЭЕзПЊУХЕШЖржжаЮЪН