真空钎焊工艺
更多猛料!欢迎扫描下方二维码关注东俊真空钎焊工作室.
真空钎焊工艺过程中,真空钎焊温度和保温时间是最重要的工艺参数,直接影响到钎料的熔化和填缝效果,以及母材与钎料的相互作用程度、母材的组织与性能,从而决定钎焊质量的高低。另外,升温速度和降温速度也是重要的工艺参数,它们对接头质量也有不可忽视的影响。真空和保护气氛钎焊时,还需同时考虑真空度、气体纯度、气体分压等因素的影响。
(1)真空钎焊温度
钎焊温度是真空钎焊中最主要的工艺参数,确定钎焊温度的重要依据是所选钎料的熔点和所钎焊母材的热处理制度。钎焊温度应适当高于钎料的熔化温度,以减少液态钎料的表面张力,改善润湿和填缝,并使钎料与母材充分相互作用,提高接头的强度。同时适当高于钎料的熔化温度并留出足够的温度空间,还可以避免因设备温度控制不准确、工件温度不均匀可能引起的钎料熔化不良缺陷。但钎焊温度过高是有害的,它可能引起钎料中高蒸气压元素的挥发,母材晶粒的长大或过烧,以及钎料与母材的过分作用而导致的溶蚀、脆性化合物层及晶间渗入等问题,使接头性能下降,并可能严重削弱母材的性能。
一般来讲,真空钎焊温度应比钎料的液相线温度高20~60℃,但是对于不同的钎料,需高出钎料本身液相线的温度范围是不同的,有时甚至需要在低于钎料的液相线温度下进行钎
焊。对于与母材相互作用强的钎料,由于填缝过程中其成分会发生很大的变化而形成新的合金,这时钎焊温度的确定应以钎缝中形成的新的合金的熔点为依据。对于熔化温度范围宽的钎料,由于在固相线温度以上已有液相存在,并具有一定的流动性,因而选定的钎焊温度也可低于钎料的液相线温度。对于共晶反应钎焊,钎焊温度只需在共晶反应温度稍稍偏上即可。
考虑到真空钎焊热循环对母材性能的影响,钎焊温度选择时必须考虑对母材性能的影响,钎焊须在母材发生强烈晶粒长大或过烧的温度以下进行。钎焊温度的制定还需与钎焊后的热处理制度相协调。例如,钎焊温度可以选择与材料固溶处理温度一致的温度,甚至可以采用钎焊―热处理一体化工艺,钎焊保温完毕后直接按热处理要求冷却,在一个热循环内同时完成钎焊和热处理工艺。在钎焊后进行热处理时,采用的热处理温度最好不要使钎料发生重熔。
(2)真空钎焊保温时间
钎焊保温时间也是钎焊过程中的重要参数,一定的保温时间是完成钎焊过程中钎料与母材相互作用、形成牢固结合所必需的。保温时间的延长可能使接头的强度提高,但有时会使接头性能严重降低。
保温时间确定的主要依据是钎料与母材的相互作用特性。当母材与钎料的相互作用会发生强烈溶蚀、晶间渗入及形成脆性相增多时,应尽量缩短钎焊保温时间。反之,当钎料与母材的相互匆‘散作用有利于消除钎缝中脆性相和低熔共晶时,应适当延长保温时间,必要时可以大幅度延长保温时间进行扩散处理,以提高接头的性能。
保温时间确定还需考虑工件的尺寸、结构及装炉量的影响。为保证需钎焊的零件各处均能达到所需的钎焊温度,大而厚的零件比薄而小的零件保温时间长,装炉量多时比装炉量少时保温时间长。保温时间还与采用的测温方式、热电偶的放置位置等因素有关,操作时应综合考虑。炉中钎焊时需保证焊件的到温和足够的钎缝完成时间,在焊件不太大和装炉量不太多时,一般的钎焊保温时间为5―30min。应当指出,钎焊保温时间与钎焊温度不应相互孤立地确定,它们之间存在着一定的补偿关系,‘可以在一定的范围内相互补偿,具体选择时,还应通过试验确定。
(3)真空钎焊升降温速度
升温速度和降温速度对钎焊质量也有一定的影响。升温速度过快会使焊件温度分布不均匀,从而诱发变形、错位及内应力的产生,升温速度过快还会造成粉状钎料脱落;升温速度过慢又会促进母材晶粒长大、钎料组元挥发、钎剂失效和溶蚀等有害过程的发生。因此在保证均温的前提下,应尽量提高升温速度。具体确定升温速度时应根据所选用的工艺、设备特性、焊件尺寸以及钎料的特性等因素综合考虑。对于厚大件及导热性较差的工件,应采用较慢的升温速度,有时为使温度均匀化,应在适当的温度采取保温均温的工艺措施,等温度均匀后再继续升温。对于母材活性较强、钎料含有易挥发组元以及母材、钎料和钎剂间存在有害反应的情况,应采用尽量快的升温速度。
焊件的冷却降温是在钎缝形成后进行的,但降温速度对钎焊质量往往也有明显影响。降温速度过慢,可能引起母材的晶粒长大、强化相的析出或残余奥氏体的出现等,影响基体材料的性能;降温速度过快,可能使工件冷却不均匀,形成热应力和变形,有时会出现钎缝开裂现象。因此,具体确定降温速度时也需根据所钎焊的母材、钎料特性,焊件尺寸和结构特性,以及焊接的热处理制度、生产效率要求等因素加以综合考虑。
(4)真空钎焊工作真空度及工作气氛
对于真空钎焊、保护气氛中钎焊等工艺,真空度和工作气氛情况也是钎焊热循环中应考虑的工艺参数。
真空度的确定应考虑在所采用的工艺条件下,能够对母材和钎料形成良好的保护,同时能够去除或破坏氧化膜,保证钎料润湿铺展过程的产生,同时还需考虑钎焊过程中母材及钎料中元素挥发因素的影响以及采用的设备条件等因素。一般来说l X10―2h的真度
可以满足大多数合金的钎焊要求,但对于一些活泼易氧化合金,例如钎焊铝合金或者含有Ti、Zr、Hf、Al等元素的合金,以及使用含有这些活性元素钎料时往往需要更高的真空度;而对于含有Cu、Mn等在钎焊温度下蒸气压较高的母材或钎料钎焊时应采用较低的真空度或采取充人一定分压惰性气体的工艺措施。由于真空中主要为辐射加热,多层结构不利于零件的传热和均温,有时为了升温均匀需通人一定分压的惰性气体以增强升温过程中的热传导作用。
真空钎焊时,由于工装及工件表面污物和氧化膜的存在,以及设备、工装和工件的表面吸附和黏结剂的使用等因素,在钎焊加热过程中总伴随着气体释放,从而影响钎焊过程中的真空度。因此在确定升温时应考虑真空度的影响,在工件放气强烈的温度范围应采取保温或缓升的工艺措施,在装炉量较大时也应采取缓升的措施,以保证升温过程必要的真空度。
惰性气体保护时,惰性气体的流量应保证良好的驱气效果和工件、钎料的良好的保护状态,在保证保护效果的前提下,应采用相对较小的气流量。
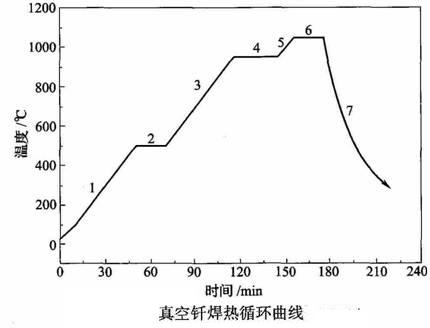
图为采用B-Ni82CrSiB粉状钎料进行不锈钢零件真空钎焊时的典型钎焊热循环曲线。程序段1以10℃左右的升温速度升温,程度段2是在黏结剂挥发的温度进行保温,让黏结剂充分挥发,以便维持足够高的真空度,并避免黏结剂快速挥发引起钎料飞溅。程序
段3为正常速度的升温段。程序段4是在钎料固相线温度稍下面的温度保温,以实现零各部分的充分均温,以便后续升温时零件各部分同时达到钎料熔化填缝温度,以利于均匀钎缝的形成。程序段5在保温均温后应以较快的升温速度升至钎焊温度,以保证钎料很好
的流动性和填缝性能。程序段6为钎焊保温段,在没有特殊扩散要求时,能保证工件各处形成完整钎缝,一般为10-20min。钎焊保温完毕后,没有特殊要求时采用真空炉内自然冷却,如程序段7。
1.3.2 真空钎焊操作及工艺过程的监控
真空钎焊的加热操作过程是执行工艺参数,获得钎焊接头的决定性工艺过程,根据钎焊工艺方法的不同主要分为过程可便于观察调整的手工操作过程(如火焰钎焊、烙铁钎焊等)和过程难于观察调整的自动钎焊过程(如炉中钎焊、自动钎焊等)。手工钎焊时,工艺过程
完成的好坏与操作工人的技术水平和熟练程度密切相关。手工钎焊时应采取必要的措施保证钎焊部位的均匀加热,并尽可能防止母材和钎料的过分氧化。火焰钎焊时,应将火焰调节成还原性焰,用内焰或外焰加热工件。加热时应注意让火焰移动并侧重加热材料较厚的一侧,保证钎焊部位的均匀升温,避免对小件的长时间直接加热,以免产生局部过热。采用时时送进的钎料添加方式时,在加热过程中用钎料接触工件的方法测试加热温度,加热到温后添加钎料。手工钎焊一般不采用仪表测温,钎焊加热过程中观测钎料熔化并形成钎缝后撤离热源。为避免冷却过快可能造成的开裂,有时钎焊冷却时需采用辅助加热的方法,使工件慢慢冷却。
自动钎焊时,钎焊过程成功的关键在于正确的装炉操作和工艺参数的准确执行。炉中钎焊装炉时,需保证被钎焊工件能够均匀地接受辐射,避免辐射过于密集。钎焊过程采用合格有效的监控仪表对加热温度、时间、真空度等主要工艺参数进行测量和控制。由于受工件尺寸及不均匀辐射的影响,钎焊炉内的温度存在不均匀性,有时温度差别甚至达到几百度,因此温度测量时热电偶的放置位置非常重要,在条件允许时应将热电偶放置在与工件良好接触部位或插人工件内部。在不能对工件直接测温时,应通过试验确定所测温度与工件实际温度的差别,并依此调整需控制的钎焊温度参数。
1.4 真空钎焊后处理
经钎焊后的零件,在投入使用前还必须根据技术指标及其他要求进行相应的处理;包括钎剂残渣清除、阻流剂清除及焊后热处理等。
1.4.1 残余钎剂的去除
大多数钎剂对钎焊接头和工件具有腐蚀作用,影响零件的使用寿命,同时也会妨碍对钎缝质量的检查,影响零件外观质量,因此钎焊后必须将其清除干净。钎剂清除的方法主要有水洗、化学清洗和机械清理三种。因钎剂的种类和性质不同,清除钎剂的方法也不同。
对于水溶性软钎剂,如水溶性有机软钎剂和无机酸类软钎剂,可用热水洗涤的方法去除。对于由凡士林调成的膏状钎剂、活性松香类钎剂等,应采用有机溶液进行清除,常用的有机溶液包括酒精、异丙醇、汽油、三氯乙烯等。对于无机盐类软钎剂产生的不溶于水的钎剂残渣(含有氯化锌),可先用体积分数为2%的盐酸溶液洗涤,再用氢氧化钠水溶液中和,最后用热水和冷水洗净。对于难清洗的软钎剂残渣,有时需采用复合清洗的方式去除。
硼砂-硼酸的钎剂残渣呈玻璃状粘在接头的表面,很难去除,一般采用机械方法去除,如喷砂等。较简便的方法是将钎焊完的工件在热态下直接放入水中,因膨胀系数不同使钎剂开裂而去除。但这种方法不适合对热冲击敏感的接头。另外,还可将工件放置在温度为70~90℃,质量分数为2%~30%的重铬酸钾溶液中长时间浸泡去除。
含氟化物的硬钎剂残渣也较难去除。钎剂中含氟化钙时,可先在沸水中清洗10~15min,然后在温度120~140℃,成分为300~500g/L的氢氧化钠和50~80g/L的氟化钠的水溶液中长时间浸煮去除。钎剂中含有较多氟硼酸钾或氟化钾时,不会形成玻璃状残渣,可用水煮或在体积分数为10%的柠檬酸热水中浸泡去除。
铝用硬钎剂尤其是氯化物钎剂腐蚀性强,应彻底去除。可将热态工件放入冷水中,借助急冷使钎剂残渣脱落,但易引起工件变形或开裂,应慎重使用。可用下述方法进行去除,先在60~80℃的热水中浸泡l0min,用毛刷仔细清洗残渣,然后用冷水冲洗,再用体积分数为15%的硝酸水溶液浸泡30min,最后用冷水冲洗干净。
对于铝用氟化物钎剂,其残渣的清除方法可按下述方法进行:将工件放在体积分数为7%的草酸和体积分数为7%的硝酸组成的水溶液中,先用毛尉仔细清洗钎缝,再浸泡90min,最后用冷水冲洗干净。
1.4.2 阻流剂的去除
焊件上的阻流剂多数情况下可以采用机械方法进行清除,如采用擦洗、压缩空气吹、水洗或超声波水洗等方法去除,或采用毛刷、金属丝刷等方法去除。若阻流剂与母材表面存在相互作用时,可用热硝酸―氢氟酸浸洗去除。但若钎料中含有Cu或Ag时,应避免采用上述方法,这时可用浓的氢氧化钠溶液清洗去除。采用化学方法去除阻流剂后,必须用清水将残余酸、碱彻底冲洗掉。
1.4.3 真空钎焊后热处理
钎焊后热处理的目的是提高钎焊件的整体性能水平,包括提高母材本身性能和提高接头性能两个方面。由于钎焊热循环常常伴随母材性能的降低,钎焊后热处理经常是为恢复母材的性能而进行的。在安排为强化母材本身而进行的热处理时,如有可能应选择钎焊温度合适的钎料,使钎焊过程和热处理过程可以在同一次热循环中完成,以提高生产效率。若钎焊后安排单独的热处理,则热处理温度应在钎料重熔的温度以下进行,以免钎缝开裂。如有必要应采用合适的热处理工装以防止钎缝开裂和工件变形。
为改善或提高接头性能而进行的热处理主要有两类:一是改善接头组织而进行的扩散处理,二是为消除残余应力而进行的退火处理。扩散处理常与钎焊过程在同一个热循环中一起完成,或单独进行扩散处理。采用非真空的单独的扩散处理时,处理温度应控制在钎料的固相线温度以下。
钎焊缺陷
钎焊缺陷
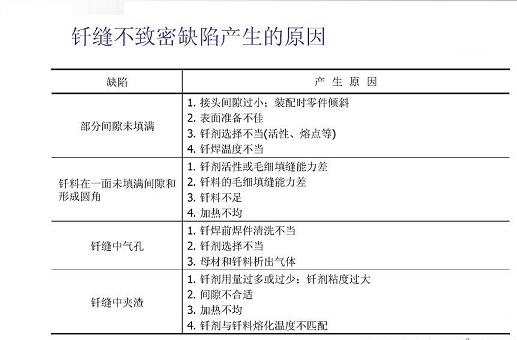
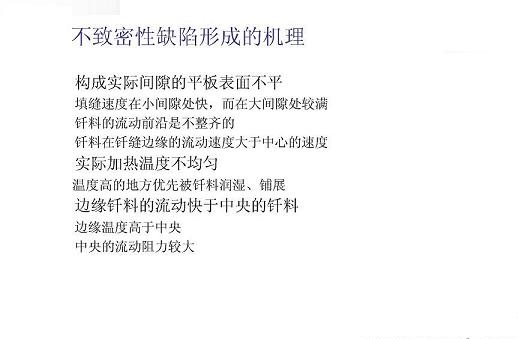
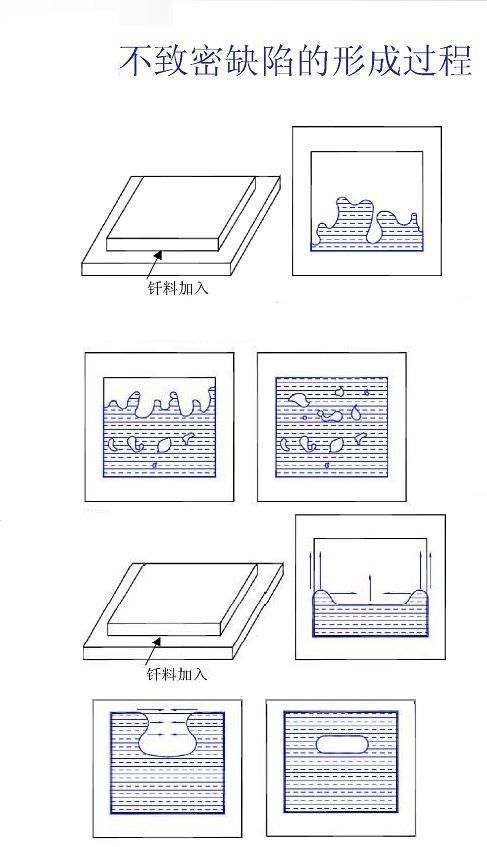
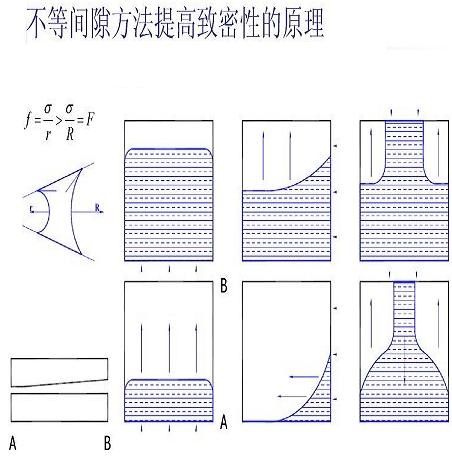
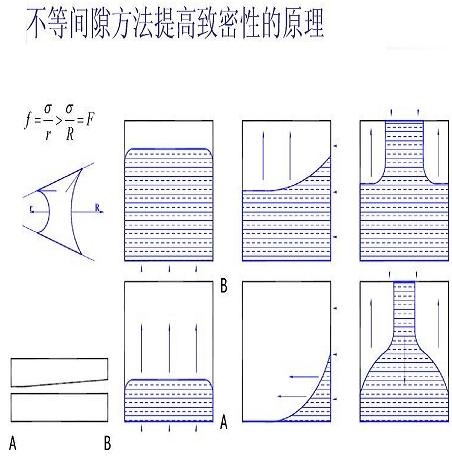
钎缝的不致密性
母材自裂
溶蚀